
ความแตกต่างระหว่างการดูดซับโดยการเปลี่ยนความดัน (PSA) และการดูดซับโดยการเปลี่ยนอุณหภูมิ (TSA) คืออะไร?
 และการดูดซับโดยการเปลี่ยนอุณหภูมิ (TSA) คืออะไร? 1")
ในการประยุกต์ใช้ในอุตสาหกรรมจริง กระบวนการแยกโดยการดูดซับโดยทั่วไปสามารถแบ่งออกเป็น การแยกก๊าซด้วยเทคนิคการดูดซับแบบสวิงความดัน (PSA) และการดูดซับโดยการเปลี่ยนอุณหภูมิ (TSA) จากไอโซเทอร์มของการดูดซับของตัวดูดซับ จะเห็นได้ว่าตัวดูดซับมีความสามารถในการดูดซับสิ่งเจือปนสูงกว่าที่ความดันสูง หรือต่ำกว่าในทางกลับกัน ในเวลาเดียวกัน ไอโซบาร์ของการดูดซับแสดงให้เห็นว่าตัวช่วยดูดซับโมเลกุลดูดซับสิ่งเจือปนในปริมาณมากขึ้นเมื่ออุณหภูมิต่ำกว่าที่ความดันเดียวกัน กระบวนการแยกโดยการดูดซับที่ใช้คุณสมบัติแรกของตัวดูดซับเรียกว่าการดูดซับโดยการเปลี่ยนความดัน (PSA) และกระบวนการที่ใช้คุณสมบัติหลังเรียกว่าการดูดซับโดยการเปลี่ยนอุณหภูมิ (TSA)
ในทางปฏิบัติ กระบวนการ TSA, PSA หรือ TSA+PSA โดยทั่วไปจะถูกเลือกตามส่วนประกอบ ความดันของแหล่งอากาศ และข้อกำหนดของก๊าซผลิตภัณฑ์
ในการดูดซับโดยการเปลี่ยนอุณหภูมิ ต้องให้ความร้อนแก่ชั้นตัวดูดซับ ดังนั้นจึงมักใช้สำหรับการทำให้บริสุทธิ์ของสิ่งเจือปนปริมาณน้อยหรือธาตุที่ยากต่อการคายซับ เนื่องจากคุณสมบัติ เช่น ระยะเวลาวงจรยาว การลงทุนสูง และการสร้างตัวดูดซับสูง ในทางตรงกันข้าม ด้วยระยะเวลาวงจรสั้น อัตราการใช้ตัวดูดซับสูง ปริมาณตัวดูดซับน้อย และไม่ต้องใช้อุปกรณ์แลกเปลี่ยนความร้อนภายนอก กระบวนการดูดซับโดยการเปลี่ยนความดันจึงถูกนำไปใช้อย่างกว้างขวางในการแยกและทำให้บริสุทธิ์ของก๊าซป้อนผสมปริมาณมาก
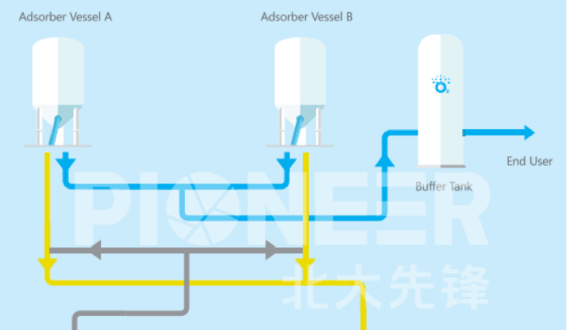
ในการดูดซับโดยการเปลี่ยนความดัน (PSA) ตัวช่วยดูดซับโมเลกุลมักจะดูดซับส่วนประกอบที่ดูดซับได้ง่ายในก๊าซผสมที่อุณหภูมิปกติและความดันค่อนข้างสูง เพื่อให้ส่วนประกอบที่ดูดซับได้ยากไหลออกจากปลายด้านหนึ่งของชั้นดูดซับ จากนั้นความดันของชั้นดูดซับจะลดลงสู่ระดับปกติ และส่วนประกอบที่ถูกดูดซับจะถูกคายซับและปล่อยออกจากปลายอีกด้านของชั้นดูดซับ ซึ่งทำให้เกิดการแยกและทำให้ก๊าซบริสุทธิ์ และยังฟื้นฟูตัวดูดซับอีกด้วย
แต่โดยทั่วไป แม้ว่าความดันของชั้นดูดซับจะลดลงสู่ระดับปกติ สิ่งเจือปนที่ถูกดูดซับก็ไม่สามารถคายซับได้สมบูรณ์ ในเวลานี้ สามารถใช้สองวิธีเพื่อฟื้นฟูตัวดูดซับอย่างสมบูรณ์: วิธีแรกคือล้างชั้นดูดซับด้วยก๊าซผลิตภัณฑ์เพื่อสลายสิ่งเจือปนที่ยากต่อการคายซับ ซึ่งข้อดีคือสามารถทำได้ที่ความดันปกติ ในขณะที่ก๊าซผลิตภัณฑ์บางส่วนจะสูญเสียไป วิธีที่สองคือเพิ่มสุญญากาศสำหรับกระบวนการฟื้นฟู ซึ่งสิ่งเจือปนถูกบังคับให้คายซับภายใต้ความดันลบ หรือที่เรียกว่า การดูดซับด้วยแรงดันสูญญากาศ (VPSA)กระบวนการ VPSA มีประสิทธิภาพการฟื้นฟูที่เหนือกว่าและอัตราการได้ก๊าซผลิตภัณฑ์สูง ข้อเสียคือต้องรวมถึงปั๊มสุญญากาศ ในการใช้งานจริง การเลือกกระบวนการข้างต้นขึ้นอยู่กับองค์ประกอบ ปริมาณ ข้อกำหนดของผลิตภัณฑ์ของกระแสป้อน และยังขึ้นอยู่กับทุนการติดตั้งและพื้นที่ของโรงงานอีกด้วย
เกี่ยวกับผู้เขียน
ก่อตั้งขึ้นในปี 2542 PKU Pioneer เชี่ยวชาญด้านเทคโนโลยีการแยกก๊าซ VPSA และ PSA ตัวดูดซับ ตัวเร่งปฏิกิริยา และโซลูชันทางวิศวกรรมแบบครบวงจร ด้วยความสามารถด้านการวิจัยและพัฒนาที่แข็งแกร่งและประสบการณ์โครงการอุตสาหกรรมที่กว้างขวาง บริษัทให้บริการลูกค้าทั่วโลกในอุตสาหกรรมเหล็ก เคมี พลังงาน สิ่งแวดล้อม และอุตสาหกรรมที่เกี่ยวข้อง
แชร์

ข่าวที่เกี่ยวข้อง
-
PKU Pioneer Project Spotlight: VPSA Oxygen Generation Project for Xinxing Pipes Now In Operation, Generating Over $1.76 million Annual Revenue
PKU Pioneer’s VPSA oxygen generation project for Xinxing Pipes now operates successfully, supplying 6,000 Nm3/h of oxygen for blast furnace enrichment. The system cuts costs, eliminates liquid oxygen reliability, and generates over $1.76 million annual revenue, with expected investment payback within three years. -

ความก้าวหน้าครั้งสำคัญ! โรงงานผลิตออกซิเจน VPSA แห่งแรกของ PKU Pioneer ลงจอดในเวียดนามแล้ว
ในเดือนมีนาคม พ.ศ. 2569 PKU Pioneer ได้ร่วมมือกับลูกค้าชาวเวียดนามรายแรกของเราในการติดตั้งระบบออกซิเจน VPSA ขนาด 10,000 Nm³/h ด้วยประสบการณ์กว่า 25 ปีและลูกค้าในอุตสาหกรรมเหล็กกว่า 100 รายทั่วโลก บริษัทฯ มั่นใจได้ว่าจะสามารถติดตั้งระบบได้อย่างรวดเร็ว ใช้พลังงานต่ำกว่า 0.3 kWh/Nm³ และประหยัดค่าใช้จ่ายได้ 15,000-8 ล้านหยวนต่อปี. -
ขั้นตอนการผลิตและหลักการทางเทคนิคของ PKU Pioneer 25,000 Nm3/h อุปกรณ์ผลิตออกซิเจน
หลักการทำงานเบื้องต้นของการผลิตออกซิเจนแบบ PSA (Pressure Swing Adsorption): อากาศดิบจะถูกกรองเพื่อกำจัดสิ่งเจือปนผ่านตัวกรองขาเข้าของโบลเวอร์ก่อนเข้าสู่โบลเวอร์ หลังจากถูกเพิ่มแรงดันโดยโบลเวอร์แล้ว อากาศจะเข้าสู่เตียงดูดซับผ่านท่อและวาล์วสลับแบบลม ความชื้นและคาร์บอนไดออกไซด์ในอากาศดิบจะถูกดูดซับ...