Démo d'Animation - Principe et Étapes de Traitement de la Technologie de Production d'Oxygène par Adsorption par Variation de Pression sous Vide (VPSA) de PKU PIONEER
L'oxygène, un gaz industriel important, est largement utilisé dans la fabrication de l'acier, la métallurgie des métaux non ferreux, l'industrie chimique, l'économie d'énergie des fours et des chaudières, la protection de l'environnement (traitement des eaux usées, incinération des déchets, etc.), la fabrication du verre, la fabrication du papier, le traitement médical et d'autres industries. L'unité de production d'oxygène par adsorption par variation de pression sous vide (abrégée en Usine d'oxygène VPSA) consiste à adsorber sélectivement l'azote, le dioxyde de carbone, l'humidité et d'autres impuretés de l'air à l'aide d'un tamis moléculaire VPSA spécial, après quoi l'oxygène est enrichi et libéré. Le tamis moléculaire est désorbé sous vide lorsqu'il est saturé, générant ainsi de l'oxygène enrichi par cycles.
1. PSA/VPSA Étapes de Traitement de la Production d'Oxygène de PKU PIONEER
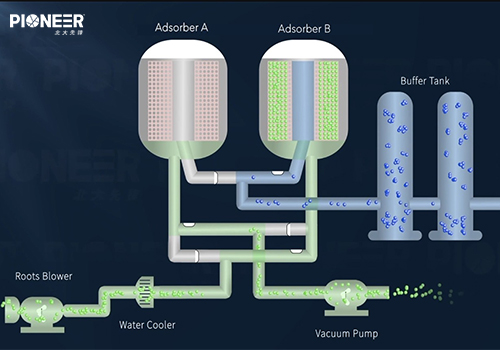
Comme montré ci-dessus, le système de production d'oxygène de PKU PIONEER se compose principalement d'un compresseur Roots, d'un refroidisseur d'eau, d'une pompe à vide Roots, d'un récipient d'adsorption, d'un réservoir tampon, d'un système de vannes, etc. Le système d'oxygène par adsorption par variation de pression sous vide (VPSA) sépare et enrichit généralement l'oxygène à travers les étapes montrées ci-dessus.
Dans le processus de production d'oxygène VPSA (VPSA-O2), le compresseur permet à l'air d'entrer dans l'adsorbeur de l'unité VPSA O2 sous pression. Ensuite, l'adsorption de l'azote, du dioxyde de carbone, de la vapeur d'eau et d'autres composants de l'air a lieu dans l'adsorbeur, et l'oxygène traverse l'adsorbant avec une petite quantité de gaz rares, réalisant ainsi la séparation de l'oxygène et de l'azote. L'adsorbant saturé est mis sous vide pour désorber les impuretés et régénérer l'adsorbant. L'ensemble du système de production d'oxygène est contrôlé par un automate programmable (PLC) et un système de contrôle de données (DCS), et les vannes de contrôle de programme sont commutées cycliquement pour assurer une production d'oxygène constante. Dans un cycle, chaque adsorbeur doit passer par cinq étapes, à savoir l'adsorption, la dépressurisation, la désorption, le purge et la repressurisation.
1. Adsorption
Après avoir éliminé les impuretés mécaniques via le filtre, l'air entre dans l'adsorbeur par le compresseur Roots. Le lit d'adsorbant adsorbe sélectivement N2, H2O, CO2 et les hydrocarbures de l'air sous pression lorsqu'il traverse l'adsorbant tandis que O2 est enrichi et évacué de l'adsorbeur par sa sortie. Une partie de l'oxygène produit par cette étape est envoyée au réservoir tampon, et l'autre partie est réservée pour l'étape suivante afin de purger et repressuriser la tour d'adsorption à basse pression.
2. Dépressurisation
Après adsorption à haute pression, la pression chute à un niveau inférieur et une partie des composants adsorbés est désorbée. Le long de la sortie de l'adsorbeur A, l'oxygène enrichi est introduit dans l'adsorbeur B, qui se trouve en phase de remise sous pression pour augmenter sa pression.
3. Désorption sous vide
Afin de désorber les impuretés autant que possible, l'adsorbeur doit être évacué et dépressurisé, c'est-à-dire qu'une pompe à vide est utilisée pour évacuer davantage le récipient d'adsorption afin d'abaisser la pression partielle des impuretés pour qu'elles soient désorbées, puis évacuées du récipient par la pompe pour réaliser la régénération de l'adsorbant.
4. Purge
Pour une désorption plus complète des impuretés dans le récipient d'adsorption, à la fin de l'étape de désorption sous vide, une petite quantité d'oxygène produit est introduite depuis un autre adsorbeur haute pression pour purger l'adsorbant. À ce moment, la pression partielle de l'oxygène augmente tandis que celle des impuretés diminue encore, permettant une régénération plus complète de l'adsorbant, ce qui est plus favorable au prochain cycle d'adsorption.
5. Remise sous pression
Une fois l'adsorbant régénéré, la pression dans le récipient est relativement basse. Pour revenir rapidement à la pression d'adsorption, il est nécessaire d'introduire de l'oxygène enrichi libéré par un autre adsorbeur en phase de dépressurisation pour augmenter la pression. À la fin de l'étape de remise sous pression, la pression dans le récipient d'adsorption atteint le niveau requis pour l'adsorption et est prête pour le prochain cycle.
2. Avantages et caractéristiques du procédé de production d'oxygène par PSA de PKU PIONEER
En tant que leader de la technologie de séparation des gaz par PSA en Chine, PKU PIONEER est engagé dans la R&D dans ce domaine depuis plus de 20 ans. En combinant une conception de procédé avancée et des dispositifs auxiliaires raisonnables et fiables avec la haute efficacité développée indépendamment de l'adsorbant à base de lithium PU-8 et la technologie spéciale de distribution à écoulement radial, nous avons assuré une haute efficacité énergétique et une faible consommation du système VPSA-O2, fournissant ainsi de l'oxygène produit à un coût inférieur.
★ Haute performance de l'adsorbant d'oxygène
Le nouveau tamis moléculaire haute efficacité de séparation d'air PU-8, développé et fabriqué indépendamment par PKU PIONEER, possède un coefficient de séparation azote-oxygène élevé (2 à 5 fois celui des tamis moléculaires générateurs d'oxygène traditionnels) et une capacité d'adsorption d'azote. Avec des performances dynamiques supérieures, il permet à nos unités d'oxygène d'avoir une quantité de charge de tamis moléculaire moindre et une durée de vie plus longue (plus de 20 projets ont fonctionné en continu pendant plus de 10 ans).
★ Conception radiale de l'adsorbeur
PKU PIONEER a développé la distribution unique du flux d'air radial pour le lit d'adsorbant, ce qui est propice à de meilleures performances de l'adsorbant. Parallèlement, cela contribue également à améliorer l'efficacité de l'adsorbant en réduisant le volume mort, réduisant ainsi considérablement la consommation d'énergie. La technologie de génération d'oxygène par PSA de PKU PIONEER est au sommet mondial.
★ Rendement élevé en oxygène
Le rendement en oxygène de PKU PIONEER est supérieur de plus de 20 % à celui des systèmes conventionnels de production d'oxygène VPSA. Sous la même capacité d'oxygène, une plus faible quantité d'air à traiter et d'azote à désorber réduit la charge sur le ventilateur et la pompe à vide.
★ Faible consommation d'énergie
Étant donné que la pureté de l'oxygène produit est de 100 %, la consommation électrique est aussi basse que ≤0,32 kWh/Nm3, soit 10 à 20 % de moins que les unités similaires domestiques. Ainsi, des coûts d'exploitation substantiels peuvent être économisés.
★ Hautement automatisé
Le système d'instrumentation, contrôlé par un ordinateur central, dispose d'un système parfait de surveillance de sécurité et d'alarme. Le logiciel d'exploitation, développé par PKU PIONEER, permet un fonctionnement entièrement automatique programmé et un fonctionnement sans surveillance.
★ Services techniques professionnels
PKU PIONEER fournit à ses clients des services de conception de processus professionnels, d'emballage et de livraison, d'installation sur site, de formation technique gratuite et autres.
★ Respectueux de l'environnement et sans pollution
Les gaz d'échappement rejetés par le générateur d'oxygène sont principalement de l'air polynitrique, qui ne contient aucune substance nocive et ne provoque pas de pollution environnementale.
Jusqu'à présent, PKU PIONEER a fourni des usines d'oxygène à plus de 300 clients dans le monde, largement utilisées dans la combustion enrichie en oxygène des hauts fourneaux, l'aciérie au four électrique, la métallurgie non ferreuse, la combustion des fours à verre, le traitement des eaux usées par ozone, le blanchiment de la pâte à papier, le traitement des déchets dangereux et d'autres industries. Avec des avantages remarquables tels qu'une consommation d'énergie réduite (10-30 %), une facilité d'utilisation, un démarrage et un arrêt rapides (moins de 30 minutes), une empreinte au sol réduite, une maintenance simple, des coûts de génie civil et d'installation faibles, une automatisation élevée, une fiabilité élevée en fonctionnement à long terme, etc., tous les projets ont reçu une reconnaissance unanime des clients. Nous maintenons toujours la connotation de marque de « professionnalisme, intégrité, haute qualité et efficacité » et nous nous efforçons d'innover technologiquement, d'économiser l'énergie et de protéger l'environnement afin de fournir des services professionnels et sincères et de créer un maximum d'avantages pour chaque client.
À propos de l'auteur
Fondée en 1999, PKU Pioneer est spécialisée dans les technologies de séparation des gaz VPSA et PSA, les adsorbants, les catalyseurs et les solutions d'ingénierie intégrées. Soutenue par une forte capacité de R&D et une vaste expérience de projets industriels, l'entreprise sert des clients mondiaux dans les secteurs de l'acier, de la chimie, de l'énergie, de la protection de l'environnement et des industries connexes.
Partager

Actualités connexes
-
Projet phare de PKU Pioneer : L'unité de production d'oxygène VPSA pour Xinxing Pipes désormais opérationnelle, générant plus de 1,76 million $ de revenus annuels
Le projet de production d'oxygène VPSA de PKU Pioneer pour Xinxing Pipes fonctionne désormais avec succès, fournissant 6 000 Nm³/h d'oxygène pour l'enrichissement du haut fourneau. Le système réduit les coûts, élimine la dépendance à l'oxygène liquide et génère plus de 1,76 million $ de revenus annuels, avec un retour sur investissement prévu sous trois ans. -

Percée majeure ! La première usine d'oxygène VPSA de PKU Pioneer s'installe au Vietnam
En mars 2026, PKU Pioneer a établi une collaboration avec son premier client vietnamien pour un système d'oxygénation VPSA d'une capacité de 10 000 Nm³/h. Forte de plus de 25 ans d'expertise et d'un portefeuille de plus de 100 clients sidérurgiques à travers le monde, l'entreprise garantit un déploiement rapide, une consommation d'énergie inférieure à 0,3 kWh/Nm³ et des économies annuelles de $3 à 8 millions d'euros. -
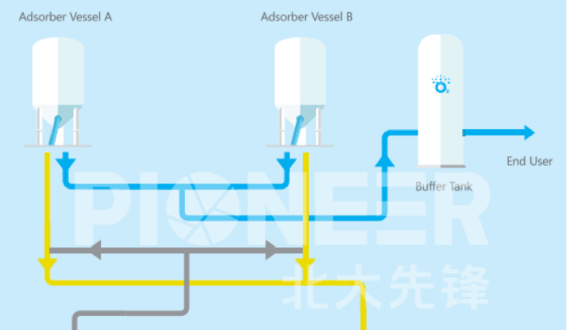
Schéma de procédé et principes techniques de PKU Pioneer 25 000 Nm3/h Équipement de génération d'oxygène
I. Description de l'équipement Principe de base de la production d'oxygène par adsorption modulée en pression (PSA) : L'air brut est filtré pour éliminer les impuretés à travers le filtre d'entrée du ventilateur avant d'entrer dans le ventilateur. Après avoir été pressurisé par le ventilateur, il entre dans le lit adsorbant via des canalisations et des vannes de commutation pneumatiques. L'humidité et le dioxyde de carbone présents dans l'air brut sont adsorbés…