Schéma de procédé et principes techniques de PKU Pioneer 25 000 Nm3/h Équipement de génération d'oxygène
Ⅰ. Description de l'équipement
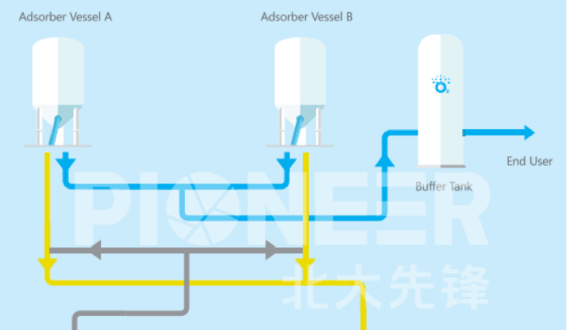
Principe de base de la production d'oxygène par adsorption modulée en pression (PSA) : L'air brut est filtré pour éliminer les impuretés à travers le filtre d'entrée du ventilateur avant de pénétrer dans le ventilateur. Après avoir été pressurisé par le ventilateur, il entre dans le lit adsorbant via des canalisations et des vannes de commutation pneumatiques. L'humidité et le dioxyde de carbone de l'air brut sont adsorbés par l'adsorbant PU-8/TS. Au cours du processus où l'air purifié traverse l'adsorbant producteur d'oxygène PU-8 dans l'adsorbeur, l'azote est progressivement adsorbé, ce qui entraîne l'enrichissement en oxygène au sommet de l'adsorbeur. L'oxygène produit s'écoule du sommet de l'adsorbeur, entre dans le réservoir tampon d'oxygène, et est fourni aux utilisateurs après pressurisation.
Pour obtenir de l'oxygène en continu, deux adsorbeurs ou plus sont généralement installés. Un adsorbeur adsorbe l'azote de l'air sous haute pression, et de l'oxygène produit est obtenu à la sortie de l'adsorbeur ; d'autres adsorbeurs subissent une désorption ou une augmentation de pression sous basse pression pour adsorber l'azote de l'air brut lors du cycle suivant. Plusieurs adsorbeurs commutent alternativement pour assurer une production continue d'oxygène.
Le système de contrôle des instruments utilise le système avancé Siemens PT-1500 d'origine allemande, dont le système avancé de contrôle de gestion et d'acquisition de données offre aux utilisateurs des fonctions flexibles et puissantes pour surveiller le processus de production.
Ⅱ. Aperçu général
1 Indicateurs clés
2 Conditions de fonctionnement
|
Nom du produit |
Débit nominal (Nm³/h)3Pureté |
Pression avant la vanne de limite (KPa (G)) |
Pression avant la vanne de limite (KPa (G)) |
Remarques |
|
Air enrichi en oxygène |
25,000 |
80% |
15 |
Remarques :
(1) Nm3/h fait référence au volume mesuré à 0 °C et 101,3 KP(A) (de même ci-après) ;
(2) Temps de démarrage : 20 minutes (30 min pour le premier démarrage) jusqu'à ce que le produit oxygène réponde à l'indice de pureté ; consommation énergétique spécifique pour la production d'oxygène (basée sur la puissance de l'arbre du compresseur d'air ±4 %) : ~0,305 kWh/Nm3 O ?
3. Principe de base
Principe de base de la production d'oxygène par adsorption par inversion de pression sous vide (VPSA) : L'air brut est filtré pour éliminer les impuretés à travers le filtre d'entrée du ventilateur avant d'entrer dans le ventilateur. Après avoir été pressurisé par le ventilateur, il entre dans le lit adsorbant via des canalisations et des vannes de commutation pneumatiques. L'humidité et le dioxyde de carbone présents dans l'air brut sont adsorbés par l'adsorbant PU-8/TS. Au cours du processus où l'air purifié traverse l'adsorbant producteur d'oxygène PU-8 dans l'adsorbeur, l'azote est progressivement adsorbé, ce qui entraîne l'enrichissement en oxygène en haut de l'adsorbeur. L'oxygène produit s'écoule du haut de l'adsorbeur, entre dans le réservoir tampon d'oxygène et est fourni aux utilisateurs après pressurisation.
4. Aperçu du processus
4.1 Production d'oxygène
Pour le processus de production d'oxygène VPSA, chaque cycle doit accomplir des étapes telles que l'adsorption, la dépressurisation à co-courant, la désorption sous vide, la purge, l'équilibrage de pression et la remise en pression.
Adsorption : L'air traverse le lit de l'adsorbeur, où l'azote est adsorbé. Une fois que l'adsorbeur atteint une certaine pression, l'oxygène produit s'écoule dans le réservoir tampon d'oxygène.
Dépressurisation à co-courant : Une fois l'adsorption terminée, le gaz à la sortie de l'adsorbeur a une teneur en oxygène relativement élevée. Cette partie du gaz est dépressurisée à co-courant et libérée dans l'adsorbeur à basse pression.
Désorption sous vide : Après la dépressurisation à co-courant, la pression de l'adsorbeur est encore relativement élevée. Une pompe à vide est utilisée pour réduire davantage la pression à l'intérieur de l'adsorbeur, et l'azote désorbé est extrait et évacué dans l'atmosphère.
Purge : Avant que l'adsorbeur n'atteigne la pression de désorption minimale lors du pompage sous vide, de l'oxygène est introduit dans l'adsorbeur par la sortie tandis que le pompage sous vide se poursuit au fond de l'adsorbeur, facilitant ainsi la désorption supplémentaire de l'azote adsorbé.
Équilibrage de pression : Après la régénération de l'adsorbeur, le gaz de l'adsorbeur ayant terminé l'adsorption est introduit dans l'adsorbeur régénéré par la sortie, tandis que le pompage sous vide se poursuit au fond de l'adsorbeur régénéré.
Remise en pression : Après l'équilibrage de pression, la pression de l'adsorbeur est encore basse. L'oxygène produit provenant du réservoir tampon d'oxygène entre dans l'adsorbeur par la sortie, et de l'air est introduit par le fond de l'adsorbeur pour augmenter sa pression.
Le fonctionnement cyclique des étapes ci-dessus permet la séparation de l'oxygène et de l'azote de l'air, obtenant ainsi de l'oxygène produit répondant aux spécifications requises. La commutation entre chaque étape opérationnelle est réalisée par des vannes de commutation pneumatiques, qui s'ouvrent et se ferment automatiquement selon les réglages du programme du système de contrôle.
4.2 Schéma de principe du processus VPSA

À propos de l'auteur
Fondée en 1999, PKU Pioneer est spécialisée dans les technologies de séparation des gaz VPSA et PSA, les adsorbants, les catalyseurs et les solutions d'ingénierie intégrées. Soutenue par une forte capacité de R&D et une vaste expérience de projets industriels, l'entreprise sert des clients mondiaux dans les secteurs de l'acier, de la chimie, de l'énergie, de la protection de l'environnement et des industries connexes.
Partager

Actualités connexes
-
Projet phare de PKU Pioneer : L'unité de production d'oxygène VPSA pour Xinxing Pipes désormais opérationnelle, générant plus de 1,76 million $ de revenus annuels
Le projet de production d'oxygène VPSA de PKU Pioneer pour Xinxing Pipes fonctionne désormais avec succès, fournissant 6 000 Nm³/h d'oxygène pour l'enrichissement du haut fourneau. Le système réduit les coûts, élimine la dépendance à l'oxygène liquide et génère plus de 1,76 million $ de revenus annuels, avec un retour sur investissement prévu sous trois ans. -

Percée majeure ! La première usine d'oxygène VPSA de PKU Pioneer s'installe au Vietnam
En mars 2026, PKU Pioneer a établi une collaboration avec son premier client vietnamien pour un système d'oxygénation VPSA d'une capacité de 10 000 Nm³/h. Forte de plus de 25 ans d'expertise et d'un portefeuille de plus de 100 clients sidérurgiques à travers le monde, l'entreprise garantit un déploiement rapide, une consommation d'énergie inférieure à 0,3 kWh/Nm³ et des économies annuelles de $3 à 8 millions d'euros. -

Par où commencer pour l'optimisation la plus efficace des performances des installations d'oxygène PSA
La technologie chinoise de production d'oxygène par adsorption modulée en pression (PSA) est née dans les années 1970. Après des décennies de développement, la technologie a été constamment améliorée, et les tamis moléculaires à base de lithium haute efficacité pour la production d'oxygène ont été industrialisés et largement appliqués. Les dernières