
Application de la technologie de production d'oxygène VPSA et PSA dans le blanchiment de la pâte à papier
Dans de nombreux pays développés, la papeterie est l'une de leurs 10 industries pilier de l'économie nationale, tandis que le traitement de ses eaux usées est difficile. Les liqueurs de blanchiment contenant du chlore provenant des usines de papier comprennent non seulement la DCO et la DBO, mais aussi d'autres substances hautement toxiques. Remplacer la méthode traditionnelle de blanchiment de la pâte en trois étapes CEH par le nouveau blanchiment totalement sans chlore (TCF) ou sans chlore élémentaire (ECF) est une solution efficace à la pollution environnementale de l'industrie de la pâte et du papier. Étant donné que l'oxygène lui-même n'est pas toxique ni polluant pour l'environnement, la quantité d'agent de blanchiment et d'eaux usées dans les sections suivantes peut être réduite de 50 % après délignification à l'oxygènePar conséquent, le blanchiment de la pâte à l'oxygène est devenu une étape essentielle dans le développement de procédés de blanchiment propres. Ces dernières années, l'intérêt pour le blanchiment à l'oxygène dans l'industrie papetière mondiale n'a cessé de croître en raison des exigences plus strictes en matière de protection de l'environnement.
Les technologies de production d'oxygène industriel couramment utilisées incluent la séparation cryogénique de l'air et les méthodes VPSA (adsorption par variation de pression sous vide). L'unité de séparation cryogénique de l'air présente des investissements et une consommation d'énergie élevés ainsi que des tâches de maintenance et d'exploitation importantes, ce qui n'est pas une option idéale de source d'oxygène en tant qu'équipement de blanchiment auxiliaire pour les entreprises de pâte à papier en raison de son inconvénient au démarrage et à l'arrêt et de ses coûts globaux élevés. Usine d'oxygène VPSA a les avantages d'une composition plus simple, d'une exploitation et d'une maintenance plus faciles, d'un investissement relativement plus faible et d'un coût d'exploitation plus bas avec seulement 20 minutes de démarrage et une pureté d'oxygène de 93 %, ce qui est parfaitement capable de répondre aux exigences du processus de blanchiment de la pâte à papier car la plage de consommation d'oxygène des usines de pâte à papier est généralement de 200 à 5 000 Nm3/h, ce qui est considéré comme une capacité de production d'oxygène VPSA petite et moyenne. De plus, la consommation d'énergie des systèmes d'oxygène VPSA est de 0,29 à 0,32 kWh/Nm3, soit 30 % de moins que celle des unités de séparation cryogénique de l'air. Aujourd'hui, la technologie de production d'oxygène VPSA a été appliquée dans plus de 30 usines de pâte à papier en Chine, et même étendue à des entreprises papetières mondiales renommées telles que Double A (Thaïlande) PLC et une usine de pâte à papier en Biélorussie.
1. Processus technique du système VPSA-O2
Le système Le principe technique de l'unité d'oxygène VPSA et PSA est de séparer l'oxygène sur la base des différentes capacités d'adsorption des adsorbants solides aux composants gazeux. Lorsque des adsorbants solides poreux entrent en contact avec des gaz, le phénomène d'accueil de gaz à l'intérieur ou sur leur surface est appelé adsorption de l'adsorbant solide au gaz, tandis que le retour des atomes ou molécules qui ont été adsorbés par l'adsorbant dans l'air est appelé désorption.
En utilisant le principe selon lequel la capacité d'adsorption du tamis moléculaire de l'azote et de l'oxygène dans l'air diffère sous différentes pressions, les adsorbeurs du générateur d'oxygène VPSA et PSA réalisent la séparation de l'oxygène et de l'azote grâce à la commutation cyclique des étapes d'adsorption, de dépressurisation, de désorption sous vide, de purge et de repressurisation. Lorsque l'air traverse le lit d'adsorption équipé de l'adsorbant à tamis moléculaire de zéolite sous une certaine pression, l'azote est adsorbé par le tamis moléculaire tandis que l'oxygène est enrichi dans la phase gazeuse et sort du lit d'adsorption en raison d'une moindre adsorption. Lorsque le tamis moléculaire est proche de la saturation, arrêtez l'alimentation en air et abaissez la pression du lit d'adsorption, puis l'azote adsorbé dans le tamis moléculaire peut être désorbé, réalisant ainsi la régénération et la réutilisation du tamis moléculaire. L'oxygène peut être produit en continu lorsque plus de deux lits d'adsorption sont exploités à tour de rôle. L'oxygène produit en continu est évacué du haut des adsorbeurs vers les réservoirs tampons, puis envoyé à la section de blanchiment de la pâte à l'oxygène après avoir été pressurisé par le surpresseur d'oxygène. Dans le processus ci-dessus, chaque adsorbeur est à différentes étapes de fonctionnement en même temps, et les vannes sont commutées à intervalles réguliers sous le contrôle du système PLC pour fabriquer l'oxygène produit qui répond aux exigences du client.
2. Adsorbeur (cuve d'adsorption)
L'unité VPSA-O2 de PKU Pioneer, le plus grand fournisseur d'équipements de production d'oxygène VPSA en Chine, adopte un procédé à deux adsorbeurs en parallèle, ce qui permet de personnaliser de manière flexible la capacité d'oxygène en fonction des besoins du client. Le dernier processus de production d'oxygène VPSA de PKU Pioneer utilise des tours d'adsorption radiales verticales ; par rapport aux tours axiales initiales, elles ont des lits d'adsorption plus fins, une résistance plus faible et une dépressurisation du flux d'air, contribuant ainsi à réduire la pression d'échappement des équipements de puissance et la consommation d'énergie de 10 % à 15 % avec une efficacité d'économie d'énergie remarquable. De plus, la structure à lit cylindrique occupe une surface plus petite, ce qui permet d'économiser efficacement les coûts de construction également.
2.1 Sélection et application du tamis moléculaire
Les adsorbants à tamis moléculaire couramment utilisés sont 5A, 10X, 13X, N-2, CaA, NaX, CaX, LiX, CNA-198, Li.X.RE, HX5A-980, etc. En prenant l'exemple du tamis moléculaire CaA courant, lorsque l'air traverse la tour d'adsorption équipée de tamis moléculaire CaA, le N2 est adsorbé préférentiellement de sorte que l'oxygène s'écoule de la tour d'adsorption en tant que gaz produit car le moment quadrupolaire de l'azote est beaucoup plus grand que celui de l'oxygène et que le Ca2+ à la surface du micropore du tamis moléculaire CaA est plus efficace pour adsorber le N2 que pour adsorber le O2.
Cependant, la capacité d'adsorption et la sélectivité de l'adsorbant à tamis moléculaire CaA pour l'azote ne sont toujours pas suffisamment élevées, ce qui entraîne un faible rendement en oxygène et une consommation d'énergie élevée des unités de production d'oxygène VPSA. Par rapport aux adsorbants à tamis moléculaire CaA et NaX, le tamis moléculaire LiX a une efficacité de production d'oxygène plus élevée. Moins de tamis moléculaire LiX pourrait être utilisé pour la même capacité d'oxygène, réduisant ainsi la consommation d'énergie et la taille du générateur d'oxygène VPSA et PSA. La capacité du tamis moléculaire LiLSX à adsorber l'azote est supérieure à sa capacité à adsorber le composant oxygène de l'air avec un degré plus élevé d'échange d'ions Li+ et un rayon plus petit de Li+. Le nombre de Li+ dans le tamis moléculaire liLSX est deux fois celui de Ca2+ dans l'adsorbant à tamis moléculaire CaA et le coefficient de séparation azote et oxygène est de 2 à 5 fois celui des tamis moléculaires à oxygène traditionnels, ce qui permet au tamis moléculaire au lithium d'adsorber plus d'azote. Lorsqu'il est appliqué aux unités d'oxygène VPSA et PSA, la consommation de tamis moléculaire liLSX n'est que de 1/4 à 1/5 de celle du tamis moléculaire CaA, ce qui est propice à la réduction de l'investissement total, à l'augmentation du rendement en oxygène et à la réduction considérable de la consommation électrique.

Adsorbant à tamis moléculaire d'oxygène à base de lithium haute efficacité PU-8 de PKU Pioneer pour usages industriels et médicaux
2.2 Structure interne des adsorbeurs
Une conception irrationnelle de la structure interne des adsorbeurs d'oxygène VPSA peut entraîner un déplacement excessif, voire une pulvérisation, du tamis moléculaire chargé dans les adsorbeurs en raison de l'impact du flux d'air. En particulier, après que le tamis moléculaire a été en service pendant une longue période, l'espace entre les tamis moléculaires diminuera progressivement et le lit d'adsorption descendra. PKU Pioneer a réalisé beaucoup d'optimisation et d'amélioration dans la conception structurelle de l'adsorbeur grâce à plus de 20 ans d'expérience en ingénierie, et a conçu un système de distribution du flux d'air plus raisonnable, qui peut réduire la zone inactive dans le lit d'adsorption, éviter l'impact direct du courant d'air sur le tamis moléculaire et prolonger la durée de vie des tamis moléculaires.
L'adsorbeur est chargé de tamis moléculaire dont l'adsorption et la désorption sont directement influencées par la vitesse du flux d'air. Plus le flux d'air est lent, plus il est propice à l'adsorption et à la désorption du tamis moléculaire. Comparé au flux axial de bas en haut dans la cuve d'adsorption axiale, l'adsorbant dans l'adsorbeur radial est en contact complet avec le flux d'air dont la direction est plus propice à l'adsorption et à la désorption. Au stade de l'adsorption, le N2 est progressivement absorbé et le volume de gaz diminue à mesure que le courant d'air s'écoule de l'extérieur vers l'intérieur. La section transversale de l'écoulement de la tour d'adsorption radiale est également progressivement réduite de l'extérieur vers l'intérieur. Cette structure augmente l
Un équipement de compactage raisonnable peut empêcher le tamis moléculaire de se pulvériser en raison de collisions mutuelles. La technologie brevetée de PKU Pioneer, à savoir le système de chargement mécanique homogène par rotation et de compactage automatique par membrane, garantit une force uniforme sur l'adsorbant, de sorte que le tamis moléculaire est compacté et aplati de manière uniforme et que l'extrémité supérieure du lit d'adsorption ne se pulvérise pas facilement, ce qui permet d'éviter une baisse de la pureté de l'oxygène ou d'affecter la capacité de production du générateur d'oxygène causé par la poudre d'adsorbant aspirée par la pompe à vide, assurant ainsi le fonctionnement stable de l'équipement d'oxygène VPSA et améliorant encore l'efficacité d'utilisation de l'adsorbant du tamis moléculaire. Actuellement, PKU Pioneer possède le plus grand nombre de projets de production d'oxygène en Chine qui sont en service depuis plus de 10 ans avec d'excellents indicateurs, offrant une garantie solide pour l'approvisionnement stable en oxygène des clients.
3. Autres équipements et composants du processus
3.1 Soufflante
La soufflante centrifuge à pression constante fait varier en continu le débit d'oxygène avec la pression. Bien que la capacité puisse être ajustée, l'efficacité se dégrade rapidement dès qu'elle s'écarte de la valeur de conception optimale. Dans une installation VPSA-O2, afin de fournir de l'air sous pression à l'adsorbeur, on utilise généralement une soufflante Roots à débit d'air constant pour pressuriser l'air ; par conséquent, la capacité d'oxygène est fondamentalement stable lorsque la pression change, ce qui a moins d'impact sur le lit d'adsorption et est bénéfique pour l'adsorption du tamis moléculaire. Dans le système d'oxygène VPSA, l'efficacité de la soufflante Roots est supérieure à celle de la soufflante centrifuge, et l'exploitation pratique a prouvé que son indice de consommation d'énergie est également le plus bas.
3.2 Pompe à vide
Les pompes à vide Roots démarrent rapidement et ont un vide limite élevé. Les composants de transmission de la pompe ont une configuration robuste anti-jeu, permettant d'atteindre des niveaux de vide optimaux en peu de temps. Il n'y a pas de pièces coulissantes dans la chambre de la pompe et la lubrification à l'huile n'est pas nécessaire, empêchant toute contamination du système par la vapeur d'huile. Elles présentent également des avantages significatifs tels qu'une consommation d'énergie plus faible, des coûts d'exploitation et de maintenance réduits, une vitesse de pompage et une efficacité plus élevées, un fonctionnement plus stable, etc.
3.3 Surpresseur d'oxygène
Dans le système de génération d'oxygène VPSA, on utilise des surpresseurs d'oxygène à piston, Roots et centrifuges, parmi lesquels le surpresseur d'oxygène à piston est généralement utilisé. L'oxygène est sensible à la température, à l'huile et aux étincelles, donc une défaillance du surpresseur d'oxygène affectera le fonctionnement des adsorbeurs. Si un surpresseur d'oxygène de type piston est utilisé, il est nécessaire d'éviter l'augmentation soudaine de la température d'échappement du cylindre ainsi que l'arrêt par verrouillage causé par le mélange d'huile lubrifiante et d'oxygène. Si l'on utilise un surpresseur d'oxygène de type Roots, le joint mécanique double déséquilibré peut être réalisé à la fois dans les directions radiale et axiale.
4. Système de contrôle
4.1 Vannes de commutation
Les vannes de commutation sont également appelées vannes de commande PLC. Les vannes de sortie du ventilateur, les vannes d'entrée du ventilateur à vide, les vannes de sortie d'oxygène produit, les vannes de purge, les vannes d'équilibrage (vannes d'égalisation de pression), etc. permettent aux adsorbeurs de passer normalement par les sections d'adsorption, de dépressurisation, de désorption avant et arrière et de purge. Elles sont généralement pneumatiques et peuvent être contrôlées par des programmes informatiques lorsqu'elles sont connectées à un DCS ou un PLC, avec non seulement un cycle de commutation court, mais aussi une longue durée de vie allant jusqu'à 15 ans, et peuvent être commutées des millions de fois après un fonctionnement continu pendant un an.
4.2 Instrumentation
Le système de contrôle d'instrumentation de l'équipement d'oxygène VPSA est contrôlé par le système PLC. Des instruments sûrs, fiables et avancés sont cruciaux pour répondre aux exigences de surveillance et de contrôle d'un fonctionnement sans heurts.
5. Conclusion
Avec l'avancement et le développement de la technologie de production d'oxygène VPSA, l'unité VPSA-O2 a été progressivement reconnue par de nombreuses papeteries en raison de son investissement moindre, de sa consommation d'énergie plus faible, de son fonctionnement plus fiable et stable, de ses avantages efficaces et de son efficacité économique plus élevée. En tant que plus grand fournisseur mondial d' équipements de production d'oxygène VPSA et PSA , PKU Pioneer a fourni des solutions de génération d'oxygène économiques et fiables à des entreprises papetières de premier plan mondial telles que Sun Paper Group et Double A PLC, aidant les clients à économiser de l'énergie et à réduire considérablement les coûts pour améliorer l'efficacité globale du processus de fabrication du papier, ce qui revêt une importance pratique considérable pour promouvoir le recyclage des ressources et le développement durable de l' fabrication du papier industrie.
À propos de l'auteur
Fondée en 1999, PKU Pioneer est spécialisée dans les technologies de séparation des gaz VPSA et PSA, les adsorbants, les catalyseurs et les solutions d'ingénierie intégrées. Soutenue par une forte capacité de R&D et une vaste expérience de projets industriels, l'entreprise sert des clients mondiaux dans les secteurs de l'acier, de la chimie, de l'énergie, de la protection de l'environnement et des industries connexes.
Partager

Actualités connexes
-
Projet phare de PKU Pioneer : L'unité de production d'oxygène VPSA pour Xinxing Pipes désormais opérationnelle, générant plus de 1,76 million $ de revenus annuels
Le projet de production d'oxygène VPSA de PKU Pioneer pour Xinxing Pipes fonctionne désormais avec succès, fournissant 6 000 Nm³/h d'oxygène pour l'enrichissement du haut fourneau. Le système réduit les coûts, élimine la dépendance à l'oxygène liquide et génère plus de 1,76 million $ de revenus annuels, avec un retour sur investissement prévu sous trois ans. -

Percée majeure ! La première usine d'oxygène VPSA de PKU Pioneer s'installe au Vietnam
En mars 2026, PKU Pioneer a établi une collaboration avec son premier client vietnamien pour un système d'oxygénation VPSA d'une capacité de 10 000 Nm³/h. Forte de plus de 25 ans d'expertise et d'un portefeuille de plus de 100 clients sidérurgiques à travers le monde, l'entreprise garantit un déploiement rapide, une consommation d'énergie inférieure à 0,3 kWh/Nm³ et des économies annuelles de $3 à 8 millions d'euros. -
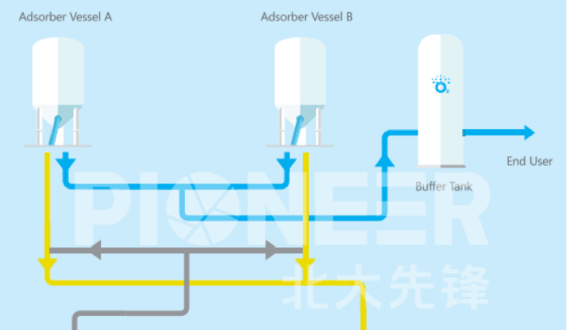
Schéma de procédé et principes techniques de PKU Pioneer 25 000 Nm3/h Équipement de génération d'oxygène
I. Description de l'équipement Principe de base de la production d'oxygène par adsorption modulée en pression (PSA) : L'air brut est filtré pour éliminer les impuretés à travers le filtre d'entrée du ventilateur avant d'entrer dans le ventilateur. Après avoir été pressurisé par le ventilateur, il entre dans le lit adsorbant via des canalisations et des vannes de commutation pneumatiques. L'humidité et le dioxyde de carbone présents dans l'air brut sont adsorbés…