
Anwendung des VPSA-Sauerstoffsystems in der Zementproduktionsindustrie zur technologischen Verbesserung
Seit 1985, als bedeutendes Zementherstellungsland, rangiert China seit 37 Jahren ununterbrochen weltweit an erster Stelle bei der Zementproduktion. Die Zementindustrie ist aufgrund ihrer hohen Energieverbrauchseigenschaften auch zu einem der Schlüsselsektoren für die Umstellung auf Energieeinsparung und Emissionsreduzierung geworden. Im Zementherstellungsprozess machen Zementöfen als Kernausrüstung für die kohlebefeuerte Kalzinierung einen erheblichen Anteil am gesamten Energieverbrauch und den Kohlenstoffemissionen eines Zementwerks aus. Die Sauerstoffanreicherungs-Verbrennungstechnologie ist ein nationales Schlüsselförderprojekt für Energieeinsparung und kohlenstoffarme Emissionen in der Zementindustrie. Die Aufrüstung des Luftversorgungssystems von Zementöfen mit dieser Technologie wirkt sich positiv auf das Brennstoffverbrennungsverhalten und den Klinkerausstoß aus. Das VPSA (Vakuum-Druckwechseladsorption) und PSA (Druckwechseladsorption) Sauerstofferzeugungssystem war aufgrund seiner kürzeren Bauzeit, Skalierbarkeit, Betriebsflexibilität und einfachen In- und Außerbetriebnahme die bevorzugte Wahl bei diesen technologischen Umbauprojekten.
1. Die Richtung der VPSA-Sauerstofferzeugungsanwendung für technologische Umstellungen in der Zementproduktionsindustrie
Bei der Zementproduktion entfallen mehr als 50 % der gesamten Herstellungskosten auf den Energieverbrauch, und der Ofen als Kernkomponente der Kalzinierung ist auch das brennstoffintensivste Gerät im Zementproduktionsprozess. Kohlenstaub wird normalerweise in den Brenner eingebracht und als Brennstoff mit der Luft des Gebläses verbrannt. Bei Anwendung der Sauerstoffanreicherungs-Verbrennungstechnologie kann der im Vergleich zur Luft höhere Sauerstoffgehalt dazu beitragen, einen besseren verbrennungsunterstützenden Effekt zu erzielen, indem der Brennstoff vollständiger verbrannt wird, die Verbrennungstemperatur des Kohlenstaubs erhöht und die Ausbrennzeit verkürzt wird, wodurch die Gesamtbrennstoffeffizienz des gesamten Systems verbessert wird. Darüber hinaus ist die Sauerstoffanreicherungs-Verbrennung vorteilhaft, um die Klinkerfestigkeit zu erhöhen und die Zementklinkerproduktion weiter zu verbessern, da sie die Flammentemperatur erhöht und die Verbrennungsatmosphäre stabilisiert.
Die VPSA- und PSA-Sauerstofferzeugungstechnologie kann auf Zementöfen verschiedener Kapazitäten angewendet werden und ermöglicht Eins-zu-eins- oder Eins-zu-viele-Anwendungen. Sie bietet deutliche Vorteile bei Energiespar-Umbauprojekten mit kürzerem Bauzyklus, flexiblerem Betrieb und besserer Anpassungsfähigkeit der Regelung des Lastabwurfverhältnisses.
2. Anwendung einer Zweiturm-VPSA-Sauerstoffanlage in einem Zementwerk in Korea
Im Jahr 2021 beabsichtigte ein Zementwerk in Südkorea, seinen Zementofen mit sauerstoffangereicherte Verbrennung Technologie umzurüsten. Aufgrund der lokalen Energiestruktur wird Kohle hauptsächlich importiert. Um die Kosten weiter zu senken, wurde die Förderung alternativer Brennstoffe und die weitere Verbesserung der Verbrennungseffizienz zu einem dringenden Erfordernis für die technologische Verbesserung. Aufgrund des begrenzten Platzes im Werk beträgt die für die Sauerstoffausrüstung verfügbare Fläche nur 21,6 m x 25,4 m, und die insgesamt 7 Gasverbrauchsstellen sind relativ verstreut. Das Zementwerk beschloss nach gründlicher Prüfung der Tieftemperatur-, Membran- und VPSA-Luftzerlegungsverfahren, die VPSA-Sauerstofferzeugungstechnologie von PKU Pioneer zur Umrüstung des aktuellen Gasversorgungssystems zu übernehmen. Sein Sauerstoffkapazitätsbedarf beträgt 5000 Nm3/h mit einer Reinheit von 90%.
Das Umstellungsprojekt nutzt eine VPSA-Sauerstoffanlage mit zwei Türmen zur Aufrüstung des ursprünglichen Gasversorgungssystems. Nach der Druckerhöhung auf 150 kPa wird der Produktsauerstoff, der aus dem Sauerstoffsystem mit einem Druck von 20-30 kPa, einer Durchflussmenge von 5000 Nm3/h und einer Reinheit von 90% gewonnen wird, in einer Eins-zu-Viele-Konfiguration an 7 Zementöfen geleitet und an jedem Gaspunkt entsprechend dem tatsächlichen Sauerstoffbedarf gesteuert und angepasst.
Mit dem Abschluss der technischen Verbesserung läuft das Zement System nach Inbetriebnahme der Sauerstofferzeugungsanlage stabil. Der Kohleverbrauch sank im Vergleich zu vor der Verbesserung, als ausschließlich gemahlene Kohle als Brennstoff verwendet wurde, während die Kunststoffe in einer sauerstoffreichen Atmosphäre vollständiger verbrannten und der thermische Wirkungsgrad bei Verwendung alternativer Brennstoffe verbessert wurde. Darüber hinaus stieg die Klinkerproduktion im Jahresvergleich um mehr als 10 %. Im Vergleich zu den ursprünglichen Produktionsparametern sind alle Fertigungsleistungen der Öfen nach der Umstellung stabiler. Nach der technologischen Umstellung stieg der Anteil der verwendeten alternativen Brennstoffe (Kunststoffabfälle), was nicht nur die Kohlekosten senkte, sondern auch dazu beitrug, die zusätzliche staatliche Subvention für die Entsorgung von Kunststoffabfällen zu erhalten, wodurch die gesamten Brennstoffkosten deutlich gesenkt wurden. Die Nachrüstung mit sauerstoffangereicherter Verbrennung mittels VPSA-Sauerstofferzeugungstechnologie bringt deutliche wirtschaftliche Vorteile, indem sie die Brennstoffkosten des Zementproduktionssystems senkt, die Klinkerproduktion erhöht und den Ofenbetrieb stabilisiert.
3. Merkmale und Vorteile der VPSA-Sauerstofferzeugungstechnologie
Diese technologische Umstellung verwendet den Radialbett-Adsorber von PKU Pioneer und das molekulare Sauerstoffsieb der dritten Generation. Der Prozess weist folgende Merkmale auf:
3.1 Einfacher Prozess und schnelles An- und Abfahren
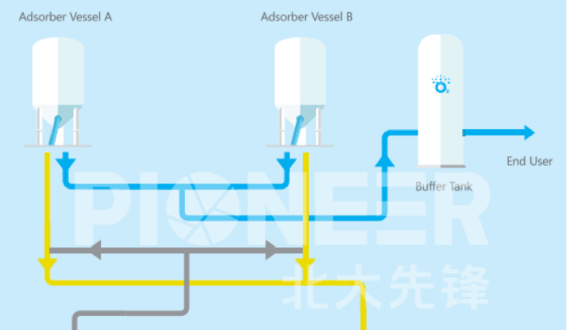
Die VPSA-Sauerstoffanlage nutzt Gebläse und Vakuumpumpen zur Zufuhr bzw. Absaugung von Luft. Die Adsorptionstürme können parallel in zwei oder mehreren Einheiten zusammengeschaltet werden, und in der Regel können zwei Behälter maximal 7500 Nm3/h Sauerstoff erzeugen. Die Adsorption von Verunreinigungen und die Abgabe von Produktsauerstoff können durch Druckausgleich, Sauerstoffspülung, Druckbeaufschlagung und Adsorption erreicht werden, während die Desorption von Verunreinigungen und die Regeneration des Adsorptionsmittels durch Druckentlastung, Vakuumextraktion und Spülung erfolgen. Der Gesamtprozess ist einfach: Mit einem hohen Automatisierungsgrad werden die Ventile durch zeitliche Steuerung geöffnet und geschlossen. Es dauert nur 15 Minuten, um die Sauerstoffanforderungen zu erfüllen, mit flexiblem Betrieb und bequemem An- und Abfahren.
3.2 Einfache Bedienung und flexible Regelung des Auslastungsverhältnisses
Die VPSA-Sauerstoffanlage kann durch Einstellen der Sequenzschritte und Steuerung der Ventilparameter angepasst werden, um das Auslastungsverhältnis und die Sauerstoffreinheit zu regulieren. Die Last kann von 30 % bis 100 % und die Reinheit von 70 % bis 94 % bei geringfügigen Änderungen des Stromverbrauchs für reinen Sauerstoff angepasst werden.
3.3 Stabiler Betrieb und geringe Wartungskosten
Die Leistungsgeräte des Sauerstoffsystems (Roots-Gebläse, Vakuumpumpe und Booster-Gebläse) sorgen für einen stabileren Betrieb und weniger tägliche Wartung. Darüber hinaus ermöglicht das fortschrittliche Steuerungssystem von PKU Pioneer mit einem hohen Automatisierungsgrad, dass die produzierenden Unternehmen nicht zu viel in Betriebs- und Wartungskapital sowie Baukosten investieren müssen.
3.4 Betrieb bei Normaltemperatur und hohe Sicherheit
Da die VPSA-Sauerstoffanlage bei Raumtemperatur und niedrigem Druck betrieben wird, kommt es im Vergleich zu kryogenen Luftzerlegungsanlagen (ASU) zu keiner Anreicherung von flüssigem Sauerstoff und Acetylen, was eine höhere Sicherheit bietet.
3.5 Niedrige Betriebskosten
Der Gesamtstromverbrauch für reinen Sauerstoff bei VPSA- und PSA-Sauerstoffanlagen ist niedriger (0,29 ~ 0,33 kWh/Nm3), was zu geringeren Gesamtbetriebskosten führt.
3.6 Kurze Bauzeit und geringe Geräuschentwicklung
Es kann die integrierte Stahlkonstruktionshalle mit schalldämmenden Wänden verwendet werden, deren Bauzyklus kürzer ist als bei herkömmlichen Betonwerkstätten. Für die Lärmminderungsbehandlung werden Verbundschalldämmmaterialien eingesetzt, und der Lärm 1 m außerhalb der Anlage beträgt ≤ 85 dB.
Als bequemes und effizientes Sauerstofferzeugungssystem ist die VPSA- und PSA-Sauerstoffanlage bei Umstellungsprojekten von Zementwerken aufgrund ihrer kürzeren Bauzeit und des flexibleren Betriebs vorteilhafter. Nach der Umstellung des Gasversorgungssystems von Industrieöfen durch die Technologie der sauerstoffangereicherten Verbrennung mit VPSA- und PSA-Sauerstofferzeugung als Kern kann eine umfassende Verbesserung der Verbrennungseffizienz von Kohlenstaub und der Klinkerproduktion erreicht werden. Im dringenden Kontext der Energieeinsparung und Emissionsreduzierung kann die weitere Förderung der Anwendung der sauerstoffangereicherten Verbrennungstechnologie auf Gasversorgungssysteme von Industrieöfen bessere Energieeinspar- und Kohlendioxidminderungseffekte erzielen.
Als weltweit größter Hersteller und Lieferant von VPSA- und PSA-Sauerstoffanlagen hat PKU Pioneer über 300 Sauerstoffsysteme für Kunden in mehr als 10 Ländern gebaut. Mit einer maximalen Kapazität von 80.000 Nm3/h werden unsere leistungsstarken Sauerstoffanlagen in über 10 Industriebereichen eingesetzt, darunter Eisen & Stahl, Nichteisenmetallurgie, Glasherstellung, Abfallverbrennung, Energiebatterien usw. Wir haben von führenden Unternehmen in jedem Bereich hohe Anerkennung für die überlegene Zuverlässigkeit, Stabilität, Sicherheit sowie die aufrichtigen Dienstleistungen erhalten, die wir anbieten.
Über den Autor
PKU Pioneer, gegründet 1999, ist spezialisiert auf VPSA- und PSA-Gastrenntechnologien, Adsorptionsmittel, Katalysatoren und integrierte Ingenieurlösungen. Gestützt auf starke F&E-Kapazitäten und umfangreiche Erfahrung mit Industrieprojekten bedient das Unternehmen globale Kunden in der Stahl-, Chemie-, Energie-, Umweltschutz- und verwandten Branchen.
Teilen

Verwandte Nachrichten
-
PKU Pioneer Project Spotlight: VPSA Oxygen Generation Project for Xinxing Pipes Now In Operation, Generating Over $1.76 million Annual Revenue
PKU Pioneer’s VPSA oxygen generation project for Xinxing Pipes now operates successfully, supplying 6,000 Nm3/h of oxygen for blast furnace enrichment. The system cuts costs, eliminates liquid oxygen reliability, and generates over $1.76 million annual revenue, with expected investment payback within three years. -

Durchbruch! PKU Pioneers erste VPSA-Sauerstoffanlage landet in Vietnam
Im März 2026 schloss PKU Pioneer eine Kooperation mit seinem ersten vietnamesischen Kunden für ein VPSA-Sauerstoffsystem mit einer Kapazität von 10.000 Nm³/h ab. Dank über 25 Jahren Erfahrung und mehr als 100 Kunden aus der Stahlindustrie weltweit gewährleistet das Unternehmen eine schnelle Implementierung, einen Stromverbrauch von unter 0,3 kWh/Nm³ und jährliche Einsparungen von 1,5 Millionen US-Dollar. -
Verfahrensablauf und technische Prinzipien der PKU Pioneer 25,000 Nm3/h Sauerstofferzeugungsanlage
Ⅰ. Gerätebeschreibung Grundprinzip der Druckwechseladsorption (PSA) Sauerstofferzeugung: Die Rohluft wird durch den Gebläseeinlassfilter gefiltert, um Verunreinigungen zu entfernen, bevor sie in das Gebläse gelangt. Nach der Verdichtung durch das Gebläse gelangt sie über Rohrleitungen und pneumatische Umschaltventile in das Adsorptionsmittelbett. Feuchtigkeit und Kohlendioxid in der Rohluft werden adsorbiert…