Animationsdemo - Funktionsprinzip und Verfahrensschritte der VPSA-Sauerstofferzeugungstechnologie (Vakuum-Druckwechsel-Adsorption) von PKU PIONEER
Sauerstoff, ein wichtiges Industriegas, wird vielfältig in der Eisen- und Stahlherstellung, der Nichteisenmetallurgie, der chemischen Industrie, der Ofen- und Brennenergieeinsparung, dem Umweltschutz (Abwasserbehandlung, Abfallverbrennung usw.), der Glasherstellung, der Papierherstellung, der Medizintechnik und anderen Branchen eingesetzt. Eine Vakuum-Druckwechsel-Adsorptions-Sauerstofferzeugungsanlage (abgekürzt als Eine VPSA-Sauerstoffanlage) adsorbiert selektiv Stickstoff, Kohlendioxid, Feuchtigkeit und andere Verunreinigungen in der Luft mit einem speziellen VPSA-Molekularsieb, woraufhin Sauerstoff angereichert und freigesetzt wird. Das Molekularsieb wird unter Vakuumbedingungen desorbiert, wenn es gesättigt ist, wodurch in Zyklen angereicherter Sauerstoff erzeugt wird.
1. PSA/VPSA Verfahrensschritte der Sauerstofferzeugung von PKU PIONEER
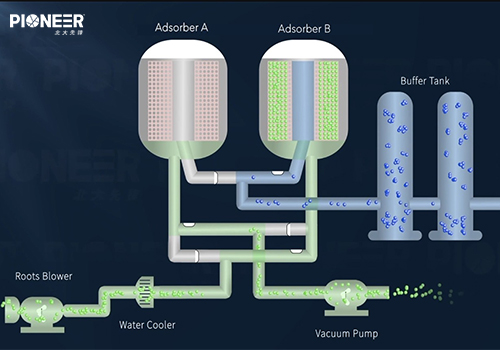
Wie oben dargestellt, besteht das Sauerstofferzeugungssystem von PKU PIONEER hauptsächlich aus Roots-Gebläse, Wasserkühler, Roots-Vakuumpumpe, Adsorptionsbehälter, Puffertank, Ventilsystem usw. Das Vakuum-Druckwechsel-Adsorptions(VPSA)-Sauerstoffsystem trennt und reichert Sauerstoff im Allgemeinen durch die oben gezeigten Schritte an.
Im VPSA-Sauerstofferzeugungsprozess (VPSA-O2) lässt das Gebläse die Luft unter Druck in den Adsorber der VPSA-O2-Einheit eintreten. Dann findet im Adsorber die Adsorption von Stickstoff, Kohlendioxid, Wasserdampf und anderen Bestandteilen der Luft statt, und Sauerstoff strömt zusammen mit einer geringen Menge an Edelgasen durch das Adsorptionsmittel, wodurch die Trennung von Sauerstoff und Stickstoff realisiert wird. Das gesättigte Adsorptionsmittel wird evakuiert, um die Verunreinigungen zu desorbieren und das Adsorptionsmittel zu regenerieren. Das gesamte Sauerstofferzeugungssystem wird durch SPS (Speicherprogrammierbare Steuerung) und DCS (Datenkontrollsystem) gesteuert, und die programmgesteuerten Ventile werden zyklisch umgeschaltet, um eine konstante Sauerstofferzeugung zu gewährleisten. In einem Zyklus muss jeder Adsorber fünf Schritte durchlaufen: Adsorption, Druckentlastung, Desorption, Spülung und Wiederbeaufschlagung.
1. Adsorption
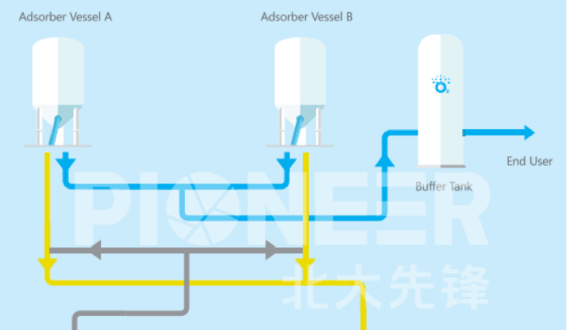
Nachdem mechanische Verunreinigungen durch den Filter entfernt wurden, gelangt die Luft über das Roots-Gebläse in den Adsorber. Das Adsorptionsmittelbett adsorbiert selektiv N2, H2O, CO2 und Kohlenwasserstoffe aus der Druckluft, während O2 angereichert und über den Auslass aus dem Adsorber abgeführt wird. Ein Teil des in diesem Schritt erzeugten Sauerstoffs wird zum Puffertank geleitet, der andere Teil wird für den nächsten Schritt zum Spülen und Wiederbeaufschlagen des Niederdruck-Adsorptionsturms zurückgehalten.
2. Druckentlastung
Nach der Adsorption unter hohem Druck fällt der Druck auf ein niedrigeres Niveau, und ein Teil der adsorbierten Komponenten wird desorbiert. Über den Auslass des Adsorbers A wird der angereicherte Sauerstoff in den Adsorber B eingespeist, der sich im Schritt der Wiederbeaufschlagung befindet, um seinen Druck zu erhöhen.
3. Vakuumdesorption
Um die Verunreinigungen so weit wie möglich zu desorbieren, muss der Adsorber evakuiert und druckentlastet werden, d. h. es wird eine Vakuumpumpe eingesetzt, um den Adsorptionsbehälter weiter zu evakuieren, den Partialdruck der Verunreinigungen zu senken, so dass diese desorbieren, und dann über die Pumpe aus dem Behälter abzuführen, um die Adsorptionsmittelregeneration zu erreichen.
4. Spülung
Zur gründlicheren Desorption von Verunreinigungen im Adsorptionsbehälter wird am Ende des Vakuumdesorptionsschrittes eine kleine Menge Produktsauerstoff aus einem anderen Hochdruck-Adsorber eingeleitet, um das Adsorptionsmittel zu spülen. Zu diesem Zeitpunkt steigt der Partialdruck des Sauerstoffs, während der der Verunreinigungen weiter sinkt, was zu einer vollständigeren Regeneration des Adsorptionsmittels führt, was wiederum für den nächsten Adsorptionszyklus förderlicher ist.
5. Wiederbeaufschlagung
Sobald das Adsorptionsmittel regeneriert ist, ist der Druck im Behälter relativ niedrig. Um schnell wieder den Adsorptionsdruck zu erreichen, muss angereicherter Sauerstoff, der aus einem anderen Adsorber im Druckentlastungsschritt freigesetzt wird, eingeleitet werden, um den Druck anzuheben. Am Ende des Wiederbeaufschlagungsschrittes erreicht der Druck im Adsorptionsbehälter das für die Adsorption erforderliche Niveau und ist bereit für den nächsten Zyklus.
2. Vorteile & Eigenschaften des PSA-Sauerstofferzeugungsprozesses von PKU PIONEER
Als führendes Unternehmen der PSA-Gastrenntechnologie in China ist PKU PIONEER seit über 20 Jahren in diesem Bereich tätig. Durch die Kombination fortschrittlicher Prozessdesigns und zuverlässiger Zusatzvorrichtungen mit dem eigenständig entwickelten hocheffizienten Lithium-basierten Adsorptionsmittel PU-8 und der speziellen Radialströmungs-Verteilungstechnologie konnte eine hohe Energieeffizienz und ein geringer Verbrauch des VPSA-O2-Systems erreicht werden, wodurch Produktsauerstoff zu geringeren Kosten bereitgestellt wird.
★ Hohe Leistungsfähigkeit des Sauerstoffadsorptionsmittels
Das von PKU PIONEER eigenständig entwickelte und hergestellte neue hocheffiziente Luftzerlegungs-Molekularsieb PU-8 verfügt über einen hohen Stickstoff-Sauerstoff-Trennfaktor (2-5 mal höher als bei herkömmlichen Sauerstofferzeugungs-Molekularsieben) und eine hohe Stickstoffadsorptionskapazität. Dank seiner überlegenen dynamischen Eigenschaften ermöglicht es unseren Sauerstoffanlagen eine geringere Molekularsiebfüllmenge und eine längere Lebensdauer (mehr als 20 Anlagen laufen seit über 10 Jahren kontinuierlich).
★ Radiale Adsorberkonstruktion
PKU PIONEER hat die einzigartige radiale Luftströmungsverteilung für das Adsorptionsmittelbett entwickelt, die eine bessere Leistung des Adsorptionsmittels begünstigt. Gleichzeitig trägt sie zur Steigerung der Adsorptionsmitteleffizienz bei, indem sie das Totvolumen reduziert, wodurch der Energieverbrauch erheblich gesenkt wird. Die PSA-Sauerstofferzeugungstechnologie von PKU PIONEER gehört weltweit zur Spitzenklasse.
★ Hohe Sauerstoffausbeute
Die Sauerstoffausbeute von PKU PIONEER ist um über 20 % höher als die herkömmlicher VPSA-Sauerstofferzeugungssysteme. Bei gleicher Sauerstoffkapazität verringert die geringere zu behandelnde Luftmenge und die geringere zu desorbierende Stickstoffmenge die Belastung von Gebläse und Vakuumpumpe.
★ Geringer Energieverbrauch
Bei einer Produktsauerstoffreinheit von 100 % beträgt der Energieverbrauch nur ≤0,32 kWh/Nm3, was 10-20 % niedriger ist als bei vergleichbaren inländischen Anlagen. Dadurch können erhebliche Betriebskosten eingespart werden.
★ Hoher Automatisierungsgrad
Das von einem Host-Computer gesteuerte Instrumentsystem verfügt über ein perfektes Sicherheitsüberwachungs- und Alarmsystem. Die von PKU PIONEER entwickelte Betriebssoftware ermöglicht einen vollautomatischen, programmgesteuerten Betrieb und einen unbeaufsichtigten Betrieb.
★ Professionelle technische Dienstleistungen
PKU PIONEER bietet Kunden professionelle Prozessauslegung, Verpackung und Lieferung, Vor-Ort-Installation, kostenlose technische Schulung und weitere Dienstleistungen an.
★ Umweltfreundlich und schadstofffrei
Das von der Sauerstofferzeugungsanlage abgegebene Abgas besteht größtenteils aus polyazotischer Luft, die keine schädlichen Substanzen enthält und keine Umweltverschmutzung verursacht.
Bisher hat PKU PIONEER weltweit über 300 Kunden mit Sauerstoffanlagen beliefert, die in Branchen wie Hochofen-Sauerstoffanreicherungsverbrennung, Elektrolichtbogenofen-Stahlerzeugung, Nichteisenmetallurgie, Glasofenverbrennung, Ozon-Abwasserbehandlung, Zellstoffbleiche, Behandlung gefährlicher Abfälle und anderen weit verbreitet sind. Mit bemerkenswerten Vorteilen wie geringerem Energieverbrauch (10-30 %), einfacher Bedienung, schnellem An- und Abfahren (weniger als 30 Minuten), geringem Platzbedarf, einfacher Wartung, niedrigen Bau- und Installationskosten, hoher Automatisierung, hoher langfristiger Betriebszuverlässigkeit usw. erhielten alle Projekte die einhellige Anerkennung der Kunden. Wir vertreten stets die Markenwerte „Professionalität, Integrität, hohe Qualität und Effizienz“ und streben nach technologischer Innovation, Energieeinsparung und Umweltschutz, um professionelle und aufrichtige Dienstleistungen zu bieten und maximalen Nutzen für jeden Kunden zu schaffen.
Über den Autor
PKU Pioneer, gegründet 1999, ist spezialisiert auf VPSA- und PSA-Gastrenntechnologien, Adsorptionsmittel, Katalysatoren und integrierte Ingenieurlösungen. Gestützt auf starke F&E-Kapazitäten und umfangreiche Erfahrung mit Industrieprojekten bedient das Unternehmen globale Kunden in der Stahl-, Chemie-, Energie-, Umweltschutz- und verwandten Branchen.
Teilen

Verwandte Nachrichten
-
PKU Pioneer Project Spotlight: VPSA Oxygen Generation Project for Xinxing Pipes Now In Operation, Generating Over $1.76 million Annual Revenue
PKU Pioneer’s VPSA oxygen generation project for Xinxing Pipes now operates successfully, supplying 6,000 Nm3/h of oxygen for blast furnace enrichment. The system cuts costs, eliminates liquid oxygen reliability, and generates over $1.76 million annual revenue, with expected investment payback within three years. -

Durchbruch! PKU Pioneers erste VPSA-Sauerstoffanlage landet in Vietnam
Im März 2026 schloss PKU Pioneer eine Kooperation mit seinem ersten vietnamesischen Kunden für ein VPSA-Sauerstoffsystem mit einer Kapazität von 10.000 Nm³/h ab. Dank über 25 Jahren Erfahrung und mehr als 100 Kunden aus der Stahlindustrie weltweit gewährleistet das Unternehmen eine schnelle Implementierung, einen Stromverbrauch von unter 0,3 kWh/Nm³ und jährliche Einsparungen von 1,5 Millionen US-Dollar. -
Verfahrensablauf und technische Prinzipien der PKU Pioneer 25,000 Nm3/h Sauerstofferzeugungsanlage
Ⅰ. Gerätebeschreibung Grundprinzip der Druckwechseladsorption (PSA) Sauerstofferzeugung: Die Rohluft wird durch den Gebläseeinlassfilter gefiltert, um Verunreinigungen zu entfernen, bevor sie in das Gebläse gelangt. Nach der Verdichtung durch das Gebläse gelangt sie über Rohrleitungen und pneumatische Umschaltventile in das Adsorptionsmittelbett. Feuchtigkeit und Kohlendioxid in der Rohluft werden adsorbiert…