
Anwendung der VPSA & PSA-Sauerstofferzeugungstechnologie in der Zellstoffbleiche
In vielen entwickelten Ländern ist die Papierherstellung einer ihrer zehn tragenden Industriezweige der Volkswirtschaft, während die Abwasserbehandlung schwierig ist. Die chlorhaltigen Bleichabwässer von Papierfabriken enthalten nicht nur CSB und BSB, sondern auch andere hochgiftige Substanzen. Die Ersetzung der traditionellen CEH-Dreistufen-Zellstoffbleiche durch die neue vollständig chlorfreie (TCF) oder elementar chlorfreie (ECF) Bleichung ist eine effektive Lösung für die Umweltverschmutzung der Zellstoff- und Papierindustrie. Da Sauerstoff selbst nicht giftig oder umweltschädlich ist, kann die Menge an Bleichmittel und Abwasser in den nachfolgenden Stufen nach der Sauerstoff-Delignifizierungum 50% reduziert werden. Daher ist die Sauerstoff-Zellstoffbleiche zu einer wesentlichen Stufe bei der Entwicklung sauberer Bleichverfahren geworden. In den letzten Jahren hat das Interesse an der Sauerstoffbleiche in der globalen Papierindustrie aufgrund der strengeren Anforderungen an den Umweltschutz zugenommen.
Üblicherweise verwendete industrielle Sauerstofferzeugungstechnologien umfassen die kryogene Luftzerlegung und VPSA (Vakuum-Druckwechsel-Adsorption). Kryogene Luftzerlegungsanlagen haben hohe Investitions- und Energiekosten sowie umfangreiche Betriebs- und Wartungsaufgaben und sind aufgrund der Unannehmlichkeiten beim An- und Abfahren und der hohen Gesamtkosten keine ideale Sauerstoffquelle als unterstützende Bleichausrüstung für Zellstoffunternehmen. Eine VPSA-Sauerstoffanlage hat die Vorteile einer einfacheren Zusammensetzung, einfacheren Bedienung und Wartung, relativ geringerer Investitionen und niedrigerer Betriebskosten mit nur 20-minütiger Anlaufzeit und 93% Sauerstoffreinheit, was die Anforderungen des Zellstoffbleichprozesses vollständig erfüllen kann, da der Sauerstoffverbrauch von Zellstofffabriken im Allgemeinen 200-5000 Nm3/h beträgt, was als kleine bis mittlere VPSA-Sauerstofferzeugungskapazität angesehen wird. Was mehr ist, der Energieverbrauch von VPSA-Sauerstoffsystemen beträgt 0,29-0,32 kWh/Nm3, was 30% niedriger ist als der von kryogenen Luftzerlegungsanlagen. Heute wird die VPSA-Sauerstofferzeugungstechnologie in mehr als 30 Zellstofffabriken in China eingesetzt und hat sich sogar auf weltweit bekannte Papierunternehmen wie Double A (Thailand) PLC und eine Zellstofffabrik in Belarus ausgeweitet.
1. VPSA-O2-System Technischer Prozess
Die Das technische Prinzip der VPSA & PSA Sauerstoffeinheit basiert auf der Trennung von Sauerstoff aufgrund der unterschiedlichen Adsorptionskapazitäten fester Adsorptionsmittel für Gaskomponenten. Wenn poröse feste Adsorptionsmittel mit Gasen in Kontakt kommen, wird das Phänomen der Aufnahme von Gasen im Inneren oder auf ihrer Oberfläche als Adsorption des festen Adsorptionsmittels an Gas bezeichnet, während die Rückkehr von zuvor durch das Adsorptionsmittel adsorbierten Atomen oder Molekülen in die Luft als Desorption bezeichnet wird.
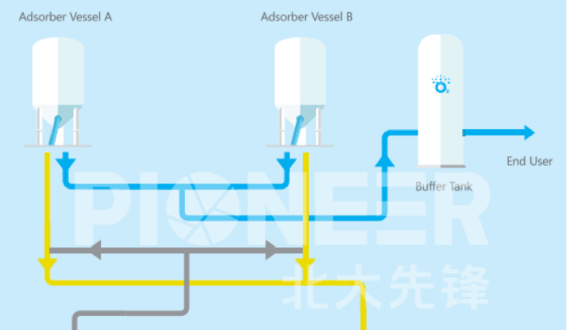
Durch die Nutzung des Prinzips, dass die Adsorptionskapazität des Molekularsiebs für Stickstoff und Sauerstoff in der Luft unter verschiedenen Drücken variiert, realisieren die Adsorber der VPSA- & PSA-Sauerstoffgeneratoren die Trennung von Sauerstoff und Stickstoff durch den zyklischen Wechsel von Adsorption, Druckentlastung, Vakuumdesorption, Spülung und Wiederbeaufschlagung. Wenn die Luft unter einem bestimmten Druck durch das mit Zeolith-Molekularsieb-Adsorptionsmittel gefüllte Adsorptionsbett strömt, wird der Stickstoff vom Molekularsieb adsorbiert, während der Sauerstoff aufgrund geringerer Adsorption in der Gasphase angereichert wird und aus dem Adsorptionsbett strömt. Wenn das Molekularsieb nahe der Sättigung ist, stoppen Sie die Luftzufuhr und senken Sie den Druck des Adsorptionsbetts, dann kann der im Molekularsieb adsorbierte Stickstoff desorbiert werden, wodurch die Regeneration und Wiederverwendung des Molekularsiebs erreicht wird. Sauerstoff kann kontinuierlich erzeugt werden, wenn mehr als zwei Adsorptionsbetten abwechselnd betrieben werden. Der kontinuierlich gewonnene Produktsauerstoff wird von der Oberseite der Adsorber in die Puffertanks abgelassen und nach Druckerhöhung durch den Sauerstoffverstärker zur Sauerstoff-Zellstoffbleiche geleitet. In diesem Prozess befindet sich jeder Adsorber gleichzeitig in unterschiedlichen Betriebsschritten, und die Ventile werden in regelmäßigen Abständen unter der Steuerung des PLC-Systems umgeschaltet, um den Produktsauerstoff herzustellen, der den Anforderungen des Kunden entspricht.
2. Adsorber (Adsorptionsbehälter)
Die VPSA-O2-Einheit von PKU Pioneer, dem größten VPSA-Sauerstofferzeugungsausrüstungsanbieter in China, verwendet einen parallelen Zwei-Adsorber-Prozess, was eine flexible Anpassung der Sauerstoffkapazität gemäß den Kundenbedürfnissen ermöglicht. Der neueste VPSA-Sauerstofferzeugungsprozess von PKU Pioneer verwendet vertikale radiale Adsorptionstürme. Im Vergleich zu den anfänglichen axialen haben sie dünnere Adsorptionsbetten, geringeren Widerstand und Luftstrom-Druckentlastung, was hilft, den Auslassdruck von Leistungsausrüstung und den Energieverbrauch um 10%-15% zu senken, mit bemerkenswerter Energieeinsparungseffizienz. Zusätzlich deckt die zylindrische Bettstruktur eine kleinere Fläche ab, was effektiv Baukosten spart.
2.1 Auswahl und Anwendung von Molekularsieb
Üblich verwendete Molekularsieb-Adsorptionsmittel sind 5A, 10X, 13X, N-2, CaA, NaX, CaX, LiX, CNA-198, Li.X.RE, HX5A-980 usw. Am Beispiel des üblichen CaA-Molekularsiebs: Wenn die Luft durch den mit CaA-Molekularsieb gefüllten Adsorptionsturm strömt, wird N2 bevorzugt adsorbiert, so dass Sauerstoff als Produktgas aus dem Adsorptionsturm strömt, da das Quadrupolmoment von Stickstoff viel größer ist als das von Sauerstoff und das Ca2+ auf der Oberfläche der CaA-Molekularsieb-Mikropore effektiver N2 als O2 adsorbiert.
Allerdings sind die Adsorptionskapazität und Selektivität von CaA-Molekularsieb-Adsorptionsmittel für Stickstoff immer noch nicht hoch genug, was zu niedriger Sauerstoffausbeute und hohem Energieverbrauch von VPSA-Sauerstofferzeugungseinheiten führt. Im Vergleich zu CaA- und NaX-Molekularsieb-Adsorptionsmitteln hat LiX-Molekularsieb eine höhere Sauerstoffproduktionseffizienz. Weniger LiX-Molekularsieb könnte für die gleiche Sauerstoffkapazität verwendet werden, wodurch der Energieverbrauch und die Größe des VPSA- und PSA-Sauerstoffgenerators reduziert werden. Die Kapazität von LiLSX-Molekularsieb zur Adsorption von Stickstoff ist größer als seine Kapazität zur Adsorption der Sauerstoffkomponente der Luft mit einem höheren Grad an Li-Ionenaustausch und kleinerem Radius von Li+. Die Anzahl von Li+ im LiLSX-Molekularsieb ist doppelt so hoch wie die von Ca2+ im CaA-Molekularsieb-Adsorptionsmittel und der Stickstoff- & Sauerstoff-Trennungskoeffizient ist 2-5 Mal so hoch wie bei traditionellen Sauerstoff-Molekularsieben, was es Lithium-Molekularsieb ermöglicht, mehr Stickstoff zu adsorbieren. Bei Anwendung auf VPSA- & PSA-Sauerstoffeinheiten beträgt der Verbrauch von LiLSX-Molekularsieb nur 1/4-1/5 des Verbrauchs von CaA-Molekularsieb, was vorteilhaft ist, um die Gesamtinvestition zu senken, die Sauerstoffausbeute zu erhöhen und den Stromverbrauch stark zu reduzieren.

Hocheffizientes Lithium-basiertes Sauerstoff-Molekularsieb-Adsorptionsmittel PU-8 von PKU Pioneer für industrielle und medizinische Zwecke
2.2 Innere Struktur der Adsorber
Unrationelle Gestaltung der inneren Struktur von VPSA-Sauerstoffadsorbern kann zu übermäßiger Verschiebung oder sogar Pulverisierung des in die Adsorber gefüllten Molekularsiebs durch die Einwirkung des Luftstroms führen. Insbesondere nach langer Betriebszeit des Molekularsiebs nimmt der Zwischenraum zwischen den Molekularsieben allmählich ab und das Adsorptionsbett sinkt. PKU Pioneer hat durch über 20 Jahre Ingenieurserfahrung viele Optimierungen und Verbesserungen in der Strukturgestaltung des Adsorbers vorgenommen und ein vernünftigeres Luftstromverteilungssystem entwickelt, das die inaktive Zone im Adsorptionsbett reduzieren, die direkte Einwirkung des Luftstroms auf das Molekularsieb vermeiden und die Lebensdauer der Molekularsiebe verlängern kann.
Der Adsorber ist mit Molekularsieb gefüllt, dessen Adsorption und Desorption direkt von der Luftströmungsgeschwindigkeit beeinflusst werden. Je langsamer der Luftstrom, desto günstiger ist er für die Adsorption und Desorption des Molekularsiebs. Im Vergleich zum axialen Fluss von unten nach oben im axialen Adsorptionsbehälter befindet sich das Adsorptionsmittel im radialen Adsorber in vollem Kontakt mit dem Luftstrom, dessen Richtung günstiger für Adsorption und Desorption ist. In der Adsorptionsphase wird N2 allmählich absorbiert und das Gasvolumen sinkt, während der Luftstrom von außen nach innen strömt. Der Querschnitt des radialen Adsorptionsturmflusses verengt sich ebenfalls allmählich von außen nach innen. Diese Struktur erhöht die umfassende Nutzungseffizienz des Adsorptionsmittels und verbessert die Stabilität des Adsorptionsbetts. Die Richtung der Luft ist senkrecht zur Schwerkraftrichtung, was das Wegspülen des Molekularsiebs effektiv reduziert und seine Lebensdauer erhöht.
Vernünftige Verdichtungsausrüstung kann verhindern, dass das Molekularsieb durch gegenseitige Kollision pulverisiert wird. Die patentierte Technologie von PKU Pioneer, d.h. das mechanische homogene Drehbeladungssystem für Molekularsieb und das automatische Membranverdichtungssystem, gewährleistet eine gleichmäßige Krafteinwirkung auf das Adsorptionsmittel, so dass das Molekularsieb gleichmäßig verdichtet und eingeebnet wird und das obere Ende des Adsorptionsbetts nicht leicht pulverisiert, was eine Sauerstoffreinheitsabnahme oder eine Beeinträchtigung der Produktionskapazität des Sauerstoffgenerators durch das von der Vakuumpumpe abgepumpte Adsorptionsmittelpulver vermeiden kann, um den stabilen Betrieb der VPSA-Sauerstoffausrüstung zu gewährleisten und die Nutzungseffizienz des Molekularsieb-Adsorptionsmittels weiter zu verbessern. Derzeit hat PKU Pioneer die meisten Sauerstoffproduktionsprojekte in China, die seit über 10 Jahren mit hervorragenden Indikatoren in Betrieb sind, und bietet eine solide Garantie für die stabile Sauerstoffversorgung der Kunden.
3. Andere Ausrüstung und Komponenten im Prozess
3.1 Gebläse
Das Zentrifugalgebläse mit konstantem Druck bewirkt, dass die Sauerstoffdurchflussrate kontinuierlich mit dem Druck variiert. Obwohl die Kapazität eingestellt werden kann, sinkt die Effizienz schnell, wenn sie vom optimalen Auslegungswert abweicht. In der VPSA-O2-Anlage wird im Allgemeinen ein Roots-Gebläse mit konstantem Luftstrom verwendet, um Druckluft für den Adsorber bereitzustellen. Infolgedessen ist die Sauerstoffkapazität bei Druckänderungen grundsätzlich stabil, was weniger Einfluss auf das Adsorptionsbett hat und für die Molekularsieb-Adsorption vorteilhaft ist. Im VPSA-Sauerstoffsystem ist die Effizienz des Roots-Gebläses höher als die des Zentrifugalgebläses, und der praktische Betrieb hat gezeigt, dass sein Energieverbrauchsindex ebenfalls am niedrigsten ist.
3.2 Vakuumpumpe
Roots-Vakuumpumpen haben eine schnelle Anlaufzeit und ein hohes Endvakuum. Die Pumpengetriebekomponenten sind mit einer robusten Spielverhinderungskonfiguration ausgestattet, die es ermöglicht, in kurzer Zeit optimale Vakuumniveaus zu erreichen. Es gibt keine Gleitteile in der Pumpenkammer und keine Ölschmierung erforderlich, was eine Kontamination des Systems durch Öldampf verhindert. Sie haben auch bedeutende Vorteile wie geringeren Stromverbrauch, weniger Betriebs- und Wartungskosten, höhere Pumpgeschwindigkeit und -effizienz, stabileren Lauf usw.
3.3 Sauerstoffverstärker
Im VPSA-Sauerstofferzeugungssystem werden Kolben-, Roots- und Zentrifugal-Sauerstoffverstärker eingesetzt, wobei im Allgemeinen der Kolben-Sauerstoffverstärker verwendet wird. Sauerstoff ist empfindlich gegenüber Temperatur, Öl und Funken, so dass ein Ausfall des Sauerstoffverstärkers den Betrieb der Adsorber beeinträchtigen kann. Wenn ein Kolben-Sauerstoffverstärker verwendet wird, ist es notwendig, einen plötzlichen Anstieg der Zylinderabgastemperatur sowie eine Verriegelungsabschaltung aufgrund der Vermischung von Schmieröl und Sauerstoff zu verhindern. Bei Verwendung eines Roots-Sauerstoffverstärkers kann die unausgeglichene doppelte mechanische Dichtung sowohl radial als auch axial realisiert werden.
4. Steuerungssystem
4.1 Schaltventile
Schaltventile werden auch als PLC-Steuerventile bezeichnet. Auslassventile von Gebläsen, Einlassventile von Vakuumgebläsen, Auslassventile für Produktsauerstoff, Spülventile, Ausgleichsventile (Druckausgleichsventile) usw. ermöglichen es den Adsorbern, normal die Abschnitte Adsorption, Druckentlastung, Vorwärts- und Rückwärtsdesorption sowie Spülung zu durchlaufen. Sie sind im Allgemeinen pneumatisch und können bei Verbindung mit DCS oder PLC durch Computerprogramme gesteuert werden. Sie haben nicht nur einen kurzen Schaltzy
4.2 Instrumentierung
Das instrumentierungstechnische Steuerungssystem der VPSA-Sauerstoffanlage wird über das SPS-System geregelt. Sichere, zuverlässige und fortschrittliche Instrumente sind entscheidend, um die Überwachungs- und Steuerungsanforderungen eines reibungslosen Betriebs zu erfüllen.
5. Fazit
Mit dem Fortschritt und der Entwicklung der VPSA-Sauerstoffproduktionstechnologie wird die VPSA-O2-Einheit von vielen Papierfabriken aufgrund ihrer geringeren Investitionen, niedrigeren Stromverbrauchs, zuverlässigeren und stabileren Betriebs, wirksamen Vorteile und höheren Wirtschaftlichkeit zunehmend anerkannt. Als weltweit größter Anbieter von VPSA- und PSA-Sauerstoffproduktion Anlagen hat PKU Pioneer wirtschaftliche und zuverlässige Sauerstofferzeugungslösungen für weltweit führende Papierunternehmen wie die Sun Paper Group und Double A PLC bereitgestellt, um Kunden dabei zu helfen, Energie und Kosten erheblich zu senken und die Effizienz des gesamten Papierherstellungsprozesses zu verbessern, was von großer praktischer Bedeutung ist, um das Ressourcenrecycling und die nachhaltige Entwicklung der Papierherstellung Branche zu fördern.
Über den Autor
PKU Pioneer, gegründet 1999, ist spezialisiert auf VPSA- und PSA-Gastrenntechnologien, Adsorptionsmittel, Katalysatoren und integrierte Ingenieurlösungen. Gestützt auf starke F&E-Kapazitäten und umfangreiche Erfahrung mit Industrieprojekten bedient das Unternehmen globale Kunden in der Stahl-, Chemie-, Energie-, Umweltschutz- und verwandten Branchen.
Teilen

Verwandte Nachrichten
-
PKU Pioneer Project Spotlight: VPSA Oxygen Generation Project for Xinxing Pipes Now In Operation, Generating Over $1.76 million Annual Revenue
PKU Pioneer’s VPSA oxygen generation project for Xinxing Pipes now operates successfully, supplying 6,000 Nm3/h of oxygen for blast furnace enrichment. The system cuts costs, eliminates liquid oxygen reliability, and generates over $1.76 million annual revenue, with expected investment payback within three years. -

Durchbruch! PKU Pioneers erste VPSA-Sauerstoffanlage landet in Vietnam
Im März 2026 schloss PKU Pioneer eine Kooperation mit seinem ersten vietnamesischen Kunden für ein VPSA-Sauerstoffsystem mit einer Kapazität von 10.000 Nm³/h ab. Dank über 25 Jahren Erfahrung und mehr als 100 Kunden aus der Stahlindustrie weltweit gewährleistet das Unternehmen eine schnelle Implementierung, einen Stromverbrauch von unter 0,3 kWh/Nm³ und jährliche Einsparungen von 1,5 Millionen US-Dollar. -
Verfahrensablauf und technische Prinzipien der PKU Pioneer 25,000 Nm3/h Sauerstofferzeugungsanlage
Ⅰ. Gerätebeschreibung Grundprinzip der Druckwechseladsorption (PSA) Sauerstofferzeugung: Die Rohluft wird durch den Gebläseeinlassfilter gefiltert, um Verunreinigungen zu entfernen, bevor sie in das Gebläse gelangt. Nach der Verdichtung durch das Gebläse gelangt sie über Rohrleitungen und pneumatische Umschaltventile in das Adsorptionsmittelbett. Feuchtigkeit und Kohlendioxid in der Rohluft werden adsorbiert…