Demo de Animación - Principio y Pasos del Proceso de la Tecnología de Generación de Oxígeno por Adsorción por Cambio de Presión al Vacío (VPSA) de PKU PIONEER & Pasos del Proceso
El oxígeno, un gas industrial importante, se utiliza ampliamente en la fabricación de hierro y acero, metalurgia no ferrosa, industria química, ahorro de energía en hornos y calderas, protección ambiental (tratamiento de aguas residuales, quema de residuos, etc.), fabricación de vidrio, fabricación de papel, tratamiento médico y otras industrias. La planta de generación de oxígeno por adsorción por cambio de presión al vacío (abreviada como La planta de oxígeno VPSA) consiste en adsorber selectivamente nitrógeno, dióxido de carbono, humedad y otras impurezas del aire utilizando un tamiz molecular VPSA especial, después de lo cual el oxígeno se enriquece y se libera. El tamiz molecular se desorbe bajo una condición de vacío cuando está saturado, generando así oxígeno enriquecido en ciclos.
1. PSA/VPSA Pasos del Proceso de Generación de Oxígeno de PKU PIONEER
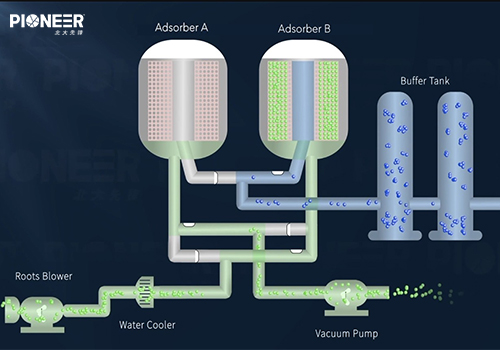
Como se muestra arriba, el sistema de producción de oxígeno de PKU PIONEER consta principalmente de soplador Roots, enfriador de agua, bomba de vacío Roots, recipiente de adsorción, tanque pulmón, sistema de válvulas, etc. El sistema de oxígeno por adsorción por cambio de presión al vacío (VPSA) generalmente separa y enriquece el oxígeno a través de los pasos mostrados arriba.
En el proceso de generación de oxígeno VPSA (VPSA-O2), el soplador permite que el aire ingrese al adsorbedor de la unidad VPSA O2 bajo presión. Luego, la adsorción de nitrógeno, dióxido de carbono, vapor de agua y otros componentes del aire tiene lugar en el adsorbedor, y el oxígeno fluye a través del adsorbente con una pequeña cantidad de gases raros, logrando así la separación de oxígeno y nitrógeno. El adsorbente saturado se somete a vacío para desorber las impurezas y regenerar el adsorbente. Todo el sistema de producción de oxígeno está controlado por PLC (controlador lógico programable) y DCS (sistema de control de datos), y las válvulas de control del programa se conmutan cíclicamente para garantizar una generación constante de oxígeno. En un ciclo, cada adsorbedor debe pasar por cinco pasos, es decir, adsorción, despresurización, desorción, purga y represurización.
1. Adsorción
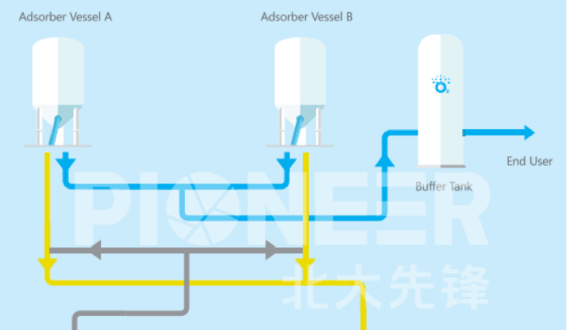
Después de eliminar las impurezas mecánicas a través del filtro, el aire ingresa al adsorbedor a través del soplador Roots. El lecho adsorbente adsorbe selectivamente N2, H2O, CO2 e hidrocarburos del aire presurizado cuando pasa a través del adsorbente, mientras que el O2 se enriquece y se descarga del adsorbedor a través de su salida. Parte del oxígeno producido por este paso se envía al tanque pulmón, y la otra parte se reserva para el siguiente paso para purgar y represurizar la torre de adsorción de baja presión.
2. Despresurización
Después de la adsorción a alta presión, la presión cae a un nivel más bajo y una proporción de los componentes adsorbidos se desorbe. A lo largo de la salida del adsorbedor A, el oxígeno enriquecido se alimenta al adsorbedor B, que se encuentra en el paso de represurización, para aumentar su presión.
3. Desorción al Vacío
Para desorber las impurezas tanto como sea posible, el adsorbedor debe evacuarse y despresurizarse, es decir, se aplica una bomba de vacío para evacuar aún más el recipiente de adsorción y reducir la presión parcial de las impurezas para que se desorban, y luego se descargan del recipiente a través de la bomba para lograr la regeneración del adsorbente.
4. Purga
Para una desorción más completa de las impurezas en el recipiente de adsorción, al final del paso de desorción al vacío, se introduce una pequeña cantidad de oxígeno producto desde otro adsorbedor de alta presión para purgar el adsorbente. En este momento, la presión parcial de oxígeno aumenta mientras que la de las impurezas se reduce aún más, lo que resulta en una regeneración más completa del adsorbente, lo que, a su vez, es más propicio para el siguiente ciclo de adsorción.
5. Represurización
Una vez que el adsorbente se regenera, la presión en el recipiente es relativamente baja. Para recuperar rápidamente la presión de adsorción, es necesario introducir oxígeno enriquecido liberado de otro adsorbedor en la etapa de reducción de presión para elevar la presión. Al final de la etapa de represurización, la presión en el recipiente de adsorción alcanza el nivel requerido para la adsorción y está listo para el siguiente ciclo.
2. Ventajas y características del proceso de producción de oxígeno por PSA de PKU PIONEER
Como líder de la tecnología de separación de gases por PSA en China, PKU PIONEER ha estado comprometida con la I+D en este campo durante más de 20 años. Combinando un diseño de proceso avanzado y dispositivos auxiliares razonables y fiables con el desarrollo independiente de un adsorbente de alto rendimiento. adsorbente de litio PU-8 y la tecnología especial de distribución de flujo radial, hemos asegurado una alta eficiencia energética y bajo consumo del sistema VPSA-O2, proporcionando así oxígeno de producto a un costo menor.
★ Alto rendimiento del adsorbente de oxígeno
El nuevo tamiz molecular de separación de aire de alta eficiencia, PU-8, desarrollado y fabricado de forma independiente por PKU PIONEER, tiene un alto coeficiente de separación nitrógeno-oxígeno (2-5 veces el de los tamices moleculares generadores de oxígeno tradicionales) y capacidad de adsorción de nitrógeno. Con un rendimiento dinámico superior, permite que nuestras unidades de oxígeno tengan una menor cantidad de carga de tamiz molecular y una vida útil más larga (más de 20 proyectos han funcionado continuamente durante más de 10 años).
★ Diseño del adsorbedor radial
PKU PIONEER ha desarrollado la distribución única de flujo de aire radial para el lecho adsorbente, lo que favorece un mejor rendimiento del adsorbente. Al mismo tiempo, también ayuda a mejorar la eficiencia del adsorbente al reducir el volumen muerto, reduciendo así en gran medida el consumo de energía. La tecnología de generación de oxígeno por PSA de PKU PIONEER ha estado en la cima a nivel mundial.
★ Alto rendimiento de oxígeno
El rendimiento de oxígeno de PKU PIONEER es más del 20% superior al de los sistemas convencionales de producción de oxígeno VPSA. Bajo la premisa de la misma capacidad de oxígeno, una menor cantidad de aire a tratar y nitrógeno a desorber reduce la carga sobre el soplador y la bomba de vacío.
★ Bajo consumo de energía
Dado que la pureza del oxígeno del producto es del 100%, el consumo de energía es tan bajo como ≤0,32 kWh/Nm.3, que es un 10-20% inferior al de unidades similares nacionales. Por lo tanto, se pueden ahorrar costos operativos sustanciales.
★ Altamente automatizado
El sistema de instrumentación, controlado por un ordenador central, cuenta con un perfecto sistema de monitoreo de seguridad y alarma. El software operativo, desarrollado por PKU PIONEER, permite un funcionamiento completamente automático programado y operación sin supervisión.
★ Servicios técnicos profesionales
PKU PIONEER proporciona a los clientes servicios profesionales de diseño de procesos, embalaje y entrega, instalación in situ, formación técnica gratuita y otros servicios.
★ Respetuoso con el medio ambiente y libre de contaminación
El gas de escape descargado por el dispositivo generador de oxígeno es mayoritariamente aire polinitrogenado, que no contiene sustancias nocivas ni causa contaminación ambiental.
Hasta ahora, PKU PIONEER ha proporcionado plantas de oxígeno a más de 300 clientes en todo el mundo, ampliamente utilizadas en combustión enriquecida con oxígeno en altos hornos, fabricación de acero en hornos eléctricos, metalurgia no ferrosa, combustión en hornos de vidrio, tratamiento de aguas residuales con ozono, blanqueo de pulpa, tratamiento de residuos peligrosos y otras industrias. Con ventajas notables como menor consumo de energía (10-30%), fácil operación, arranque y parada rápidos (menos de 30 minutos), reducida huella, mantenimiento sencillo, bajos costos de ingeniería civil e instalación, alta automatización, alta fiabilidad de operación a largo plazo, etc., todos los proyectos han recibido el reconocimiento unánime de los clientes. Siempre mantenemos la connotación de marca de "profesionalismo, integridad, alta calidad y eficiencia" y nos esforzamos por la innovación tecnológica, la conservación de energía y la protección ambiental para proporcionar servicios profesionales y sinceros y crear los máximos beneficios para cada cliente.
Acerca del autor
Fundada en 1999, PKU Pioneer se especializa en tecnologías de separación de gases VPSA y PSA, adsorbentes, catalizadores y soluciones de ingeniería integradas. Respaldada por una sólida capacidad de I+D y una amplia experiencia en proyectos industriales, la empresa sirve a clientes globales en las industrias del acero, química, energía, protección ambiental y relacionadas.
Compartir

Noticias relacionadas
-
PKU Pioneer Project Spotlight: VPSA Oxygen Generation Project for Xinxing Pipes Now In Operation, Generating Over $1.76 million Annual Revenue
PKU Pioneer’s VPSA oxygen generation project for Xinxing Pipes now operates successfully, supplying 6,000 Nm3/h of oxygen for blast furnace enrichment. The system cuts costs, eliminates liquid oxygen reliability, and generates over $1.76 million annual revenue, with expected investment payback within three years. -

¡Un gran avance! La primera planta de oxígeno VPSA de PKU Pioneer aterriza en Vietnam.
En marzo de 2026, PKU Pioneer estableció una colaboración con su primer cliente vietnamita para un sistema de oxígeno VPSA de 10 000 Nm³/h. Con más de 25 años de experiencia y más de 100 clientes siderúrgicos a nivel mundial, la empresa garantiza una rápida implementación, un consumo energético inferior a 0,3 kWh/Nm³ y un ahorro anual de entre 1 TP5T3 y 8 millones de dólares. -
Flujo del proceso y principios técnicos de PKU Pioneer 25.000 Nm3/h Equipo de generación de oxígeno
Ⅰ. Descripción del equipo Principio básico de la producción de oxígeno por adsorción por cambio de presión (PSA): El aire bruto se filtra para eliminar impurezas a través del filtro de entrada del soplante antes de entrar en el soplante. Tras ser presurizado por el soplante, entra en el lecho adsorbente a través de tuberías y válvulas neumáticas de conmutación. La humedad y el dióxido de carbono del aire bruto se adsorben...