
Aplicación de la Tecnología de Producción de Oxígeno por VPSA y PSA en el Blanqueo de Pulpa
En muchos países desarrollados, la fabricación de papel es una de sus 10 industrias pilares de la economía nacional, mientras que el tratamiento de sus aguas residuales es difícil. Los líquidos residuales de blanqueo que contienen cloro de las plantas de papel incluyen no solo DQO y DBO, sino también otras sustancias altamente tóxicas. Reemplazar el método tradicional de blanqueo de pulpa en tres etapas CEH con el nuevo blanqueo totalmente libre de cloro (TCF) o libre de cloro elemental (ECF) es una solución efectiva para la contaminación ambiental de la industria de pulpa y papel. Dado que el oxígeno en sí mismo no es tóxico ni contaminante para el medio ambiente, la cantidad de agente blanqueador y aguas residuales en las etapas posteriores se puede reducir en un 50% después del deslignificación con oxígeno. Por lo tanto, el blanqueo de pulpa con oxígeno se ha convertido en una etapa esencial en el desarrollo de procesos de blanqueo limpios. En los últimos años, ha habido un creciente interés en el blanqueo con oxígeno en la industria papelera mundial debido a los requisitos más estrictos de protección ambiental.
Las tecnologías de generación de oxígeno industrial más comunes incluyen los métodos de separación criogénica de aire y VPSA (Adsorción por Cambio de Presión al Vacío). La unidad de separación criogénica de aire tiene una alta inversión y consumo de energía, así como numerosas tareas de operación y mantenimiento, lo que no es una opción de fuente de oxígeno ideal como equipo de blanqueo complementario para las empresas de pulpa debido a su inconveniente para arrancar y detener y sus altos costos generales. La planta de oxígeno VPSA tiene las ventajas de una composición más simple, operación y mantenimiento más fáciles, inversión relativamente menor y costo de operación más bajo, con solo 20 minutos de arranque y una pureza de oxígeno del 93%, que es totalmente capaz de cumplir con los requisitos del proceso de blanqueo de pulpa debido a que el rango de consumo de oxígeno de las plantas de pulpa es generalmente de 200-5000 Nm3/h, lo que se considera una capacidad de producción de oxígeno por VPSA pequeña y mediana. Además, el consumo de energía de los sistemas de oxígeno VPSA es de 0.29-0.32 kWh/Nm3, que es un 30% menor que el de las unidades de separación criogénica de aire. Ahora, la tecnología de generación de oxígeno por VPSA se ha aplicado en más de 30 plantas de pulpa en China, e incluso se ha extendido a empresas papeleras mundialmente conocidas como Double A (Thailand) PLC y una planta de pulpa en Bielorrusia.
1. Proceso Técnico del Sistema VPSA-O2
El El principio técnico de la unidad de oxígeno VPSA y PSA es separar el oxígeno en función de las diferentes capacidades de adsorción de los adsorbentes sólidos hacia los componentes gaseosos. Cuando los adsorbentes sólidos porosos entran en contacto con gases, el fenómeno de alojar gases en su interior o en su superficie se llama adsorción del adsorbente sólido al gas, mientras que el retorno de átomos o moléculas que han sido adsorbidos por el adsorbente al aire se llama desorción.
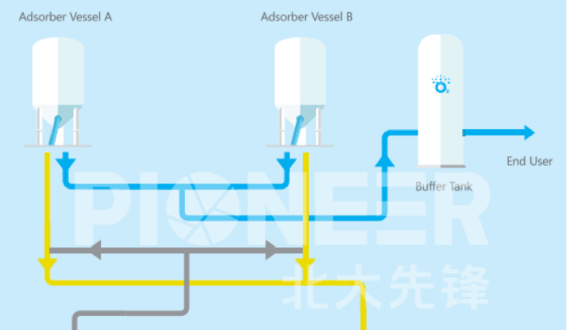
Utilizando el principio de que la capacidad de adsorción del tamiz molecular hacia el nitrógeno y el oxígeno en el aire difiere bajo diferentes presiones, los adsorbentes del generador de oxígeno VPSA y PSA logran la separación de oxígeno y nitrógeno mediante la conmutación cíclica de los pasos de adsorción, despresurización, desorción al vacío, purga y represurización. Cuando el aire pasa a través del lecho de adsorción equipado con el adsorbente de tamiz molecular de zeolita bajo cierta presión, el nitrógeno es adsorbido por el tamiz molecular mientras que el oxígeno se enriquece en la fase gaseosa y sale del lecho de adsorción debido a una menor adsorción. Cuando el tamiz molecular está cerca de la saturación, se detiene la alimentación de aire y se reduce la presión del lecho de adsorción, entonces el nitrógeno adsorbido en el tamiz molecular puede desorberse, logrando así la regeneración y reutilización del tamiz molecular. Se puede generar oxígeno continuamente cuando se operan dos o más lechos de adsorción por turnos. El oxígeno producto obtenido continuamente se descarga desde la parte superior de los adsorbentes hacia los tanques de almacenamiento, y luego se envía a la sección de blanqueo de pulpa con oxígeno después de ser presurizado por el reforzador de oxígeno. En el proceso anterior, cada adsorbente se encuentra en diferentes pasos de operación al mismo tiempo, y las válvulas se conmutan a intervalos regulares bajo el control del sistema PLC para fabricar el oxígeno producto que cumple con los requisitos del cliente.
2. Adsorbente (Recipiente de Adsorción)
La unidad VPSA-O2 de PKU Pioneer, el mayor proveedor de equipos de generación de oxígeno por VPSA en China, adopta un proceso de dos adsorbentes en paralelo, lo que permite personalizar de manera flexible la capacidad de oxígeno según las necesidades del cliente. El último proceso de generación de oxígeno por VPSA de PKU Pioneer utiliza torres de adsorción radiales verticales; en comparación con las axiales iniciales, tiene lechos de adsorción más delgados, menor resistencia y despresurización del flujo de aire, lo que ayuda a reducir la presión de escape de los equipos de potencia y el consumo de energía en un 10%-15%, con una notable eficiencia de ahorro de energía. Además, la estructura de lecho cilíndrico ocupa un área más pequeña, lo que también ahorra efectivamente el costo de construcción.
2.1 Selección y Aplicación del Tamiz Molecular
Los adsorbentes de tamiz molecular más comunes son 5A, 10X, 13X, N-2, CaA, NaX, CaX, LiX, CNA-198, Li.X.RE, HX5A-980, etc. Tomando como ejemplo el tamiz molecular CaA común, cuando el aire pasa a través de la torre de adsorción equipada con tamiz molecular CaA, el N2 se adsorbe preferentemente, de modo que el oxígeno sale de la torre de adsorción como gas producto, porque el momento cuadrupolar del nitrógeno es mucho mayor que el del oxígeno y el Ca2+ en la superficie del microporo del tamiz molecular CaA es más efectivo para adsorber N2 que para adsorber O2.
Sin embargo, la capacidad de adsorción y selectividad del adsorbente de tamiz molecular CaA para el nitrógeno aún no son lo suficientemente altas, lo que resulta en un bajo rendimiento de oxígeno y un alto consumo de energía de las unidades de generación de oxígeno por VPSA. En comparación con los adsorbentes de tamiz molecular CaA y NaX, el tamiz molecular LiX tiene una mayor eficiencia de producción de oxígeno. Se podría usar menos tamiz molecular LiX para la misma capacidad de oxígeno, reduciendo así el consumo de energía y el tamaño del generador de oxígeno VPSA y PSA. La capacidad del tamiz molecular LiLSX para adsorber nitrógeno es mayor que su capacidad para adsorber el componente de oxígeno del aire, con un mayor grado de intercambio iónico de Li y un radio más pequeño de Li+. El número de Li+ en el tamiz molecular LiLSX es el doble que el de Ca2+ en el adsorbente de tamiz molecular CaA, y el coeficiente de separación nitrógeno-oxígeno es de 2 a 5 veces el de los tamices moleculares de oxígeno tradicionales, lo que permite que el tamiz molecular de litio adsorba más nitrógeno. Cuando se aplica a unidades de oxígeno VPSA y PSA, el consumo de tamiz molecular LiLSX es solo 1/4-1/5 del tamiz molecular CaA, lo que es favorable para reducir la inversión total, aumentar el rendimiento de oxígeno y reducir en gran medida el consumo de energía.

Adsorbente de Tamiz Molecular de Oxígeno de Litio de Alta Eficiencia PU-8 de PKU Pioneer para Usos Industriales y Médicos
2.2 Estructura Interna de los Adsorbentes
Un diseño irracional de la estructura interna de los adsorbentes de oxígeno VPSA puede provocar un desplazamiento excesivo o incluso la pulverización del tamiz molecular cargado en los adsorbentes debido al impacto del flujo de aire. Especialmente, después de que el tamiz molecular ha estado en servicio durante mucho tiempo, el espacio entre tamices moleculares disminuirá gradualmente y el lecho de adsorción descenderá. PKU Pioneer ha realizado muchas optimizaciones y mejoras en el diseño estructural del adsorbente a través de más de 20 años de experiencia en ingeniería, y ha originado un sistema de distribución de flujo de aire más razonable, que puede reducir la zona inoperativa en el lecho de adsorción, evitar el impacto directo de la corriente de aire sobre el tamiz molecular y prolongar la vida útil de los tamices moleculares.
El adsorbente está cargado con tamiz molecular cuya adsorción y desorción se ven directamente influenciadas por la velocidad del flujo de aire. Cuanto más lento sea el flujo de aire, más favorable será para la adsorción y desorción del tamiz molecular. En comparación con el flujo axial de abajo hacia arriba en el recipiente de adsorción axial, el adsorbente en el adsorbente radial está en contacto completo con el flujo de aire cuya dirección es más favorable para la adsorción y desorción. En la etapa de adsorción, el N2 se absorbe gradualmente y el volumen de gas disminuye a medida que la corriente de aire fluye de afuera hacia adentro. La sección transversal del flujo de la torre de adsorción radial también se reduce progresivamente de afuera hacia adentro. Esta estructura aumenta la eficiencia de utilización integral del adsorbente y mejora la estabilidad del lecho de adsorción. La dirección del aire es perpendicular a la de la gravedad, lo que reduce efectivamente la erosión del tamiz molecular y aumenta su vida útil.
Un equipo de compactación razonable puede evitar que el tamiz molecular se pulverice debido a la colisión mutua. La tecnología patentada de PKU Pioneer, es decir, el sistema de carga giratoria homogénea mecánica del tamiz molecular y compactación automática de membrana, asegura una fuerza uniforme sobre el adsorbente, de modo que el tamiz molecular se compacta y aplana uniformemente y el extremo superior del lecho de adsorción no se pulveriza fácilmente, lo que puede evitar la disminución de la pureza del oxígeno o afectar la capacidad de producción del generador de oxígeno causada por el polvo de adsorbente bombeado por la bomba de vacío, para garantizar la operación estable del equipo de oxígeno VPSA y mejorar aún más la eficiencia de utilización del adsorbente de tamiz molecular. Actualmente, PKU Pioneer tiene la mayor cantidad de proyectos de producción de oxígeno que han estado en operación durante más de 10 años en China con excelentes indicadores, proporcionando una sólida garantía para el suministro estable de oxígeno a los clientes.
3. Otros Equipos y Componentes en el Proceso
3.1 Soplante
El soplante centrífugo de presión constante hace que la tasa de flujo de oxígeno varíe continuamente con la presión. Aunque se puede ajustar la capacidad, la eficiencia disminuirá rápidamente cada vez que se desvíe del valor de diseño óptimo. En la planta VPSA-O2, para proporcionar aire presurizado al adsorbente, generalmente se usa un soplante Roots de flujo constante para presurizar el aire, como resultado, la capacidad de oxígeno es básicamente estable cuando cambia la presión, lo que tiene menos impacto en el lecho de adsorción y es beneficioso para la adsorción del tamiz molecular. En el sistema de oxígeno VPSA, la eficiencia del soplante Roots es mayor que la del soplante centrífugo, y la operación práctica ha demostrado que su índice de consumo de energía también es el más bajo.
3.2 Bomba de Vacío
Las bombas de vacío Roots tienen un arranque rápido y un alto vacío límite. Los componentes de transmisión de la bomba tienen una configuración robusta anti-rebote, lo que permite alcanzar niveles de vacío óptimos en poco tiempo. No hay piezas deslizantes en la cámara de la bomba y no es necesaria la lubricación con aceite, evitando la contaminación del sistema por vapor de aceite. También presenta ventajas significativas como menor consumo de energía, menores costos de operación y mantenimiento, mayor velocidad de bombeo y eficiencia, funcionamiento más estable, etc.
3.3 Soplador de Oxígeno
En el sistema de generación de oxígeno VPSA, se aplican sopladores de oxígeno de pistón, Roots y centrífugos, entre los cuales se utiliza generalmente el soplador de oxígeno de pistón. El oxígeno es sensible a la temperatura, el aceite y las chispas, por lo que una falla en el soplador de oxígeno afectará la operación de los adsorbentes. Si se usa un soplador de oxígeno de tipo pistón, es necesario evitar el aumento repentino de la temperatura de escape del cilindro, así como el apagado por bloqueo causado por la mezcla de aceite lubricante y oxígeno. Si se usa un soplador de oxígeno de tipo Roots, se puede realizar un sello mecánico doble desequilibrado tanto en dirección radial como axial.
4. Sistema de Control
4.1 Válvulas de Conmutación
Las válvulas de conmutación también se denominan válvulas de control PLC. Las válvulas de salida del soplador, las válvulas de entrada del soplador de vacío, las válvulas de salida de oxígeno del producto, las válvulas de purga, las válvulas de equilibrio (válvulas de ecualización de presión), etc., permiten que los adsorbentes pasen normalmente por las secciones de adsorción, despresurización, desorción directa e inversa y purga. Generalmente son neumáticas y pueden ser controladas por programas informáticos cuando se conectan con DCS o PLC, no solo con un ciclo de conmutación corto, sino también con una larga vida útil de hasta 15 años, y pueden conmutarse millones de veces después de un año de operación continua.
4.2 Instrumentación
El sistema de control de instrumentación del equipo de oxígeno VPSA está controlado por el sistema PLC. Los instrumentos seguros, confiables y avanzados son cruciales para cumplir con los requisitos de monitoreo y control de una operación fluida.
5. Conclusión
Con el avance y desarrollo de la tecnología de producción de oxígeno VPSA, la unidad VPSA-O2 ha sido reconocida gradualmente por muchas fábricas de papel debido a su menor inversión, menor consumo de energía, operación más confiable y estable, beneficios efectivos y mayor eficiencia económica. Como el mayor proveedor global de equipos de producción de oxígeno VPSA y PSA , PKU Pioneer ha proporcionado soluciones de generación de oxígeno económicas y confiables para empresas papeleras líderes mundiales como Sun Paper Group y Double A PLC, ayudando a los clientes a ahorrar energía y reducir costos sustancialmente para mejorar la eficiencia de todo el proceso de fabricación de papel, lo que tiene una gran importancia práctica para promover el reciclaje de recursos y el desarrollo sostenible de la fabricación de papel industria.
Acerca del autor
Fundada en 1999, PKU Pioneer se especializa en tecnologías de separación de gases VPSA y PSA, adsorbentes, catalizadores y soluciones de ingeniería integradas. Respaldada por una sólida capacidad de I+D y una amplia experiencia en proyectos industriales, la empresa sirve a clientes globales en las industrias del acero, química, energía, protección ambiental y relacionadas.
Compartir

Noticias relacionadas
-
PKU Pioneer Project Spotlight: VPSA Oxygen Generation Project for Xinxing Pipes Now In Operation, Generating Over $1.76 million Annual Revenue
PKU Pioneer’s VPSA oxygen generation project for Xinxing Pipes now operates successfully, supplying 6,000 Nm3/h of oxygen for blast furnace enrichment. The system cuts costs, eliminates liquid oxygen reliability, and generates over $1.76 million annual revenue, with expected investment payback within three years. -

¡Un gran avance! La primera planta de oxígeno VPSA de PKU Pioneer aterriza en Vietnam.
En marzo de 2026, PKU Pioneer estableció una colaboración con su primer cliente vietnamita para un sistema de oxígeno VPSA de 10 000 Nm³/h. Con más de 25 años de experiencia y más de 100 clientes siderúrgicos a nivel mundial, la empresa garantiza una rápida implementación, un consumo energético inferior a 0,3 kWh/Nm³ y un ahorro anual de entre 1 TP5T3 y 8 millones de dólares. -
Flujo del proceso y principios técnicos de PKU Pioneer 25.000 Nm3/h Equipo de generación de oxígeno
Ⅰ. Descripción del equipo Principio básico de la producción de oxígeno por adsorción por cambio de presión (PSA): El aire bruto se filtra para eliminar impurezas a través del filtro de entrada del soplante antes de entrar en el soplante. Tras ser presurizado por el soplante, entra en el lecho adsorbente a través de tuberías y válvulas neumáticas de conmutación. La humedad y el dióxido de carbono del aire bruto se adsorben...