Ausführliche Erklärung der technologischen Prinzipien und Supports von VPSA- und PSA-Sauerstofferzeugungssystemen
1. VPSA-Sauerstofferzeugungstechnologie
Die Vakuum-Druckwechseladsorption (VPSA) ist eine fortschrittliche Technologie zur Abtrennung von Sauerstoff aus der Luft. Sie nutzt den Unterschied in der Adsorptionskapazität verschiedener Luftbestandteile an Adsorptionsmitteln. Das Adsorptionsmittel adsorbiert Gase selektiv, wenn der Druck erhöht wird, und desorbiert zur Regeneration, wenn der Druck auf einen Vakuumzustand reduziert wird.
VPSA-Sauerstofferzeugungsanlagen arbeiten mit Strom als Energiequelle und Luft als Rohmaterial. Sie nutzen die Eigenschaft von Molekularsieben, die Adsorptionskapazität von Stickstoff bei positivem Druck zu erhöhen und bei negativem Druck zu verringern. Ein zyklischer Prozess aus Positivdruckadsorption und Vakuumdesorption wird durch abwechselnden Betrieb der 2 Adsorptionsbehälter erreicht, wodurch die Trennung von Sauerstoff und Stickstoff aus der Luft und die kontinuierliche Produktion von Industriesauerstoff ermöglicht wird.
Der VPSA-Sauerstofferzeugungsprozess ist ein physikalisches Adsorptionsverfahren, das keine chemischen Reaktionen oder Umweltverschmutzung verursacht, was ihn zu einer idealen Sauerstoffversorgungsmethode macht. Im Vergleich zur traditionellen kryogenen Sauerstoffproduktion bietet das VPSA-Verfahren erhebliche Vorteile, darunter eine einfachere Zusammensetzung und Prozessführung, einfachere Bedienung, schnellere Inbetriebnahme, sicheren und zuverlässigen Betrieb bei Normaldruck und Umgebungstemperatur, geringeren Energieverbrauch und deutlich niedrigere Sauerstoffproduktionskosten.
1.1 Verfahren der VPSA-Sauerstofferzeugungsanlage mit zwei Behältern
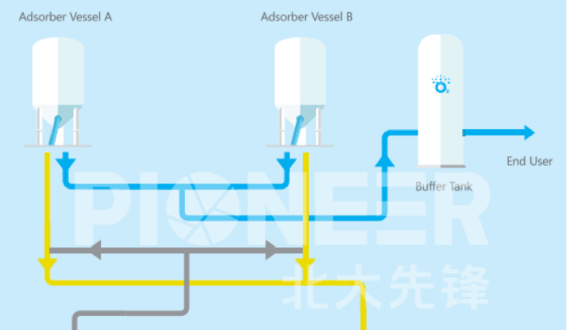
VPSA-Sauerstofferzeugungsanlagen verwenden Luft als Rohmaterial. Die Luft strömt zunächst durch einen Luftfilter und gelangt in ein Roots-Gebläse, wo sie verdichtet wird, bevor sie in einen Adsorber eintritt, der die Regeneration abgeschlossen hat und in Betrieb ist.
Im Adsorber werden Feuchtigkeit, Kohlendioxid und andere molekulare Gase aus der Luft bevorzugt adsorbiert. Die getrocknete Luft strömt dann durch ein spezialisiertes Sauerstoff-Molekularsieb, wo Stickstoff adsorbiert wird, wodurch sich Sauerstoff am Auslass anreichert. Das sauerstoffreiche Gas wird dann über ein Regelventil druckgeregelt und gelangt in einen Puffertank. Am Auslass des Puffertanks wird der Sauerstoff durch einen Sauerstoffverdichter auf den erforderlichen Druck komprimiert. Der Hochdrucksauerstoff wird anschließend gekühlt und in einem Sauerstoffbehälter gelagert, von wo aus er den Endverbrauchern zugeführt wird.
Um eine kontinuierliche und stabile Sauerstoffversorgung zu gewährleisten, ist die VPSA-Sauerstofferzeugungsanlage mit zwei Adsorptionstürmen ausgelegt, die abwechselnd arbeiten. Während der eine Turm Sauerstoff produziert, durchläuft der andere eine Vakuumregeneration. Während der Regeneration wird der adsorbierte, stickstoffreiche Anteil desorbiert und nach einer Lärmminderungsbehandlung ins Freie abgeleitet.
1.2 Anwendungsszenario
Die VPSA-Sauerstoffanlage eignet sich für die industrielle Sauerstoffproduktion verschiedener Größenordnungen und liefert Sauerstoff mit einer Reinheit von etwa 80 % bis 93 %.
2. Grundkomponenten der VPSA-Sauerstoffanlage
Die VPSA-Sauerstoffanlage besteht aus 7 Hauptkomponenten, darunter das radiale Adsorbersystem, das Antriebssystem (Gebläse und Vakuumpumpen), das Mess- und Steuerungssystem, Sauerstoffpuffertanks, das Sauerstoffverdichtungssystem (optional), die elektrische Steuerung und das Wassersystem.

Verfahrensfließbild der VPSA-Sauerstofferzeugung
2.1 Radiales Adsorbersystem
Die Sauerstoff-Stickstoff-Trenneinheit ist die Kernkomponente der Sauerstofferzeugungsanlage. Sie besteht hauptsächlich aus 2 abwechselnd betriebenen Adsorptionstürmen sowie pneumatischen Umschaltklappen, pneumatischen Regelklappen und Handklappen. Die Trennung von Sauerstoff und Stickstoff erfolgt aufgrund des Unterschieds in der Adsorptionskapazität von Stickstoff- und Sauerstoffmolekülen an hocheffizienten, speziellen Sauerstoff-Molekularsieben während der Druckadsorption und der Unterdruckdesorption.
Eine speicherprogrammierbare Steuerung (SPS) steuert die Magnetventile, die wiederum die pneumatischen Ventile gemäß einem festgelegten Ablauf regeln. Dies ermöglicht den automatischen Betrieb des Sauerstoffsystems und gewährleistet so eine kontinuierliche Sauerstoffproduktion. Gleichzeitig evakuiert und leitet die Vakuumpumpe Stickstoff und andere Gasbestandteile ab.
2.1.1 Adsorptionsbehälter
Die Doppeladsorberstruktur gewährleistet eine kontinuierliche Gasversorgung, um den Kundenanforderungen gerecht zu werden. Im Adsorber werden Entwässerungsmolekularsiebe und LiX-Molekularsiebe gefüllt, um die Luftbestandteile effektiv zu trennen und die Sauerstoffproduktionsanforderungen zu erfüllen.
2.1.2 Pneumatische Umschaltklappe
Die Magnetventile werden durch das Steuerungssystem gesteuert, um den Gasstrom periodisch zwischen den beiden Adsorbern umzuschalten und so einen stabilen Betrieb der Sauerstoffanlage zu gewährleisten.
2.1.3 Pneumatische Regelklappe
Während des Druckausgleichs- und Spülvorgangs wird eine pneumatische Regelklappe installiert, um die Druckausgleichs- und Spülwirkung zu optimieren. Das Ventil zeichnet sich durch einstellbare Prozentkennlinie, Null-Leckage und lange Lebensdauer aus.
2.2 Antriebssystem – Gebläse
Als Lufteinlass-Antriebskomponente des gesamten Systems liefert das Gebläse eine geeignete Überdruck-Gasquelle für das Sauerstoff-Stickstoff-Trennsystem und spielt eine entscheidende Rolle für den stabilen und effizienten Betrieb des Systems. Das Gebläsesystem umfasst einen Einlassluftfilter, das Gebläse mit seinem zugehörigen Motor, eine pneumatische Bypass-Umschaltklappe, eine Handklappe, einen Wärmetauscher, Balgverbinder (oder flexible Verbindungen) und andere unterstützende komplette Ausrüstungsteile.
2.2.1 Gebläseeinheit und zugehöriger Motor
Das Roots-Gebläse ist ein Verdrängungsgasgebläse. In seinem Gehäuse halten zwei Läufer einen bestimmten Verzahnungsabstand ein und werden von Synchronzahnrädern angetrieben, die sich mit gleicher Geschwindigkeit in entgegengesetzter Richtung drehen. Dieser Mechanismus drückt das angesaugte Gas vom Einlass zum Auslass und überwindet den Widerstand des Hochdruckgases auf der Auslassseite, um eine erzwungene Abgabe zu erreichen.
Im Gehäuse sind zwei achternförmige Rotoren senkrecht auf einem Paar paralleler Wellen montiert. Die Rotoren werden von einem Paar Zahnräder mit einem Übersetzungsverhältnis von 1:1 angetrieben, die synchron in entgegengesetzter Richtung rotieren. Zwischen den Rotoren sowie zwischen den Rotoren und der Innenwand des Pumpengehäuses besteht ein bestimmter Spalt.
Die Schlüsselkomponente eines Roots-Gebläses ist der Rotor, und der Kern des Rotors liegt in seiner Profilform. Die Laufräder verwenden ein neu konstruiertes Spezialprofil, das einen gleichmäßigen Verzahnungsspalt zwischen den beiden Rotoren gewährleistet, interne Leckagen reduziert und den volumetrischen Wirkungsgrad verbessert. Darüber hinaus sorgen hochpräzise und leistungsstarke Komponenten wie Synchronzahnräder, Lager und PTFE-Dichtungen für einen vibrationsarmen, stabilen Betrieb.
Der zugehörige Motor ist ein Drehstrom-Asynchronmotor mit Schutzart IP23–IP54 und Isolierstoffklasse F. Er zeichnet sich durch hohe Effizienz, Energieeinsparung, niedrige Geräuschentwicklung, geringe Vibration, Leichtbauweise, zuverlässige Leistung sowie einfache Installation und Wartung aus.
2.2.2 Pneumatische Bypass-Umschaltklappe & Handklappe
Um die Rückgewinnungsrate des Produktgases während des VPSA- und PSA-Prozesses zu verbessern, durchlaufen die 2 Adsorber für einen bestimmten Zeitraum einen Druckausgleichsprozess. Während dieser Druckausgleichsphase umgeht das Gebläse und leitet überschüssiges Gas ab. Darüber hinaus ist zum Schutz vor Rückströmung beim Stopp des Gebläses ein Bypass-Druckentlastungsschutz erforderlich. Daher wird ein Bypass-System installiert, bei dem die pneumatische Umschaltklappe programmgesteuert nach außen abgibt. Außerdem ist eine Handklappe zur effektiven Regelung des Gebläseausgangsdrucks vorgesehen.
Das Ventil ist eine doppelexzentrische hartabdichtende pneumatische Klappe, ausgelegt für kurzzyklisches häufiges Schalten. Es zeichnet sich durch Null-Leckage, lange Lebensdauer und kurze Schaltzeiten aus.
2.2.3 Wärmetauscher
Nach der Verdichtung durch das Gebläse erreicht die Austrittslufttemperatur etwa 65 °C, während die optimale Arbeitsbedingung für das Molekularsieb zwischen 30 und 40 °C liegt. Um eine effiziente Nutzung des Molekularsiebs zu gewährleisten, ist ein Wärmetauscher erforderlich, um die erwärmte Luft zu kühlen.
2.2.4 Balgverbinder
Während des Betriebs des Roots-Gebläses sind erhebliche Vibrationen unvermeidbar. Um die Auswirkungen von Vibrationen auf nachfolgende Geräte zu minimieren und vibrationsbedingte Geräusche zu reduzieren, werden am Einlass und Auslass des Gebläses gepaarte flexible Verbinder und Balgverbinder installiert.
2.3 Antriebssystem – Vakuumpumpe
Sobald das Molekularsieb während der Adsorption dynamisch gesättigt ist, ist eine Desorption und Regeneration erforderlich. Studien haben gezeigt, dass die Regeneration von Molekularsieben unter Unterdruck (Vakuum) effektiver ist. Das Vakuumpumpensystem ist ein unverzichtbarer Bestandteil des gesamten Systems. Es besteht aus der Vakuumpumpeneinheit und ihrem zugehörigen Motor, einer pneumatischen Bypass-Umschaltklappe, einer Handklappe, Balgverbindern (oder flexiblen Verbindern) und anderer Hilfsausrüstung.
2.3.1 Vakuumpumpeneinheit & Motor
Die Roots-Vakuumpumpe ist eine rotierende Verdrängungsvakuumpumpe, die strukturell vom Roots-Gebläse abgeleitet ist. Ihr Arbeitsprinzip ist identisch mit dem des Roots-Gebläses.
2.3.2 Pneumatische Bypass-Umschaltklappe & Handklappe
Um einen Rückfluss beim Abschalten der Vakuumpumpe zu verhindern, wird ein Bypass installiert, der vorab Druck ablässt, um einen drucklosen Start und Stopp zu gewährleisten. Zu diesem Zweck ist ein Bypass-Ventil installiert. Zusätzlich wird eine Handklappe zur Feinabstimmung des Ansaugdrucks der Vakuumpumpe verwendet.
Das Ventil ist eine weichabdichtende Umschaltklappe, ausgelegt für die Anforderung der Null-Leckage bei langfristigem Schaltbetrieb.
2.3.3 Balgverbinder
Während des Betriebs der Roots-Vakuumpumpe sind erhebliche Vibrationen unvermeidbar. Um die Auswirkungen von Vibrationen auf nachfolgende Geräte zu minimieren und vibrationsbedingte Geräusche zu reduzieren, werden am Einlass und Auslass der Vakuumpumpe flexible Verbinder oder Balgverbinder installiert.
2.4 Druckluftsystem für Steuerung
Sowohl die pneumatischen Klappen als auch die pneumatischen Regelklappen benötigen eine Druckluftquelle von etwa 0,5–0,7 MPa als Antriebskraft für die automatische Steuerungsumschaltung. Das System besteht aus Komponenten wie einem Druckluftaufbereitungsfilter und einem Druckluftbehälter. Zur Sicherstellung der Verfügbarkeit wird eine Bypass-Klappe an der Filtereinheit hinzugefügt, die regelmäßig gewartet und instandgesetzt werden muss.
2.5 Sauerstoffpuffertank
Das Sauerstoffpuffertanksystem besteht hauptsächlich aus einem Sauerstoffpuffertank, einem Blendenmessgerät, einem Sauerstoff-Reinheitsanalysator, einem Regelventil und einem Drucksensor.
Der Sauerstoffpuffertank dient als wichtige Maßnahme, um übermäßige Druckschwankungen in den Adsorbern abzumildern und den Druck sowie die Reinheit des Produktsauerstoffs zu stabilisieren.
2.6 Sauerstoffverdichtungssystem (Optional)
Das Sauerstoffverdichtungssystem besteht aus einer sauerstoffspezifischen Klappe, einem Sauerstoffverdichter und anderen Komponenten. Seine Hauptfunktion besteht darin, den Druck des Produktsauerstoffs zu erhöhen, um den geforderten Druck des Benutzers zu erreichen, und ihn dem Sauerstoffspeicherbehälter zuzuführen.
Das Sauerstoffspeicherbehältersystem umfasst Sauerstoffspeicherbehälter, Ventile, Manometer, Sicherheitsventile und andere Komponenten. Seine Hauptfunktion besteht darin, einen Teil des Produktsauerstoffs zu speichern, um eine stabile Sauerstoffabgabe zu gewährleisten. Darüber hinaus stellt es bei einem unerwarteten Stillstand eine vorübergehende Sauerstoffversorgung bereit, um ein Versagen des Sauerstoffversorgungssystems zu verhindern.
2.7 Elektro- und Instrumentierungssteuerungssystem
Das Elektro- und Instrumentierungssteuerungssystem umfasst einen Industriecomputer, einen elektrischen Schaltschrank, einen Instrumentenschrank, eine speicherprogrammierbare Steuerung (SPS), Magnetventile, Kontrollleuchten, Bedientasten und andere Komponenten.
Das System arbeitet automatisch gemäß dem in der SPS programmierten Ablauf und steuert das Ein- und Ausschalten der Magnetventile, die wiederum über die pneumatische Steuerung die Pneumatikventile öffnen und schließen. Es erfasst und verarbeitet verschiedene Signale und zeigt den Betriebszustand der Sauerstoffanlage an. Benutzer können auf dem Industriecomputer Steuerparameter einstellen oder ändern, um den Betriebszustand der Anlage zu konfigurieren oder zu überprüfen.
2.8 Wassersystem
Das Wassersystem besteht typischerweise aus zwei Teilen: dem Kühlwasserkreislauf und dem Sperrwassersystem. Das Kühlwassersystem umfasst hauptsächlich einen Kühlturm, Wasserpumpen, Filter, Vor- und Rücklaufleitungen sowie zugehörige Ventile. Es versorgt das gesamte Sauerstoffsystem mit Kühlwasser. Das Sperrwassersystem dient hauptsächlich dazu, das Laufrad der Vakuumpumpe mit Wasser zu versorgen, um die Abdichtung zu verbessern und so während des Desorptionsprozesses ein höheres Vakuumniveau zu erreichen. Hierfür wird üblicherweise Weichwasser oder entsalztes Wasser verwendet, dessen Produktionssystem von spezialisierten Herstellern bereitgestellt wird.
PKU Pioneers VPSA- und Die PSA-Sauerstofferzeugungstechnologie zeichnet sich als kosteneffiziente, flexible und zuverlässige Lösung für die industrielle Sauerstoffversorgung aus. Mit einem Sauerstoffdurchflussbereich von 50~100.000 Nm3/h und allgemeinen Reinheitsgraden von 80~94% bieten unsere Sauerstoffanlagen erhebliche Kostenvorteile gegenüber herkömmlichen ASU- (Luftzerlegungsanlagen) oder LOX-Verfahren (Flüssigsauerstoff). Das selbstproduzierte Lithium-basierte Adsorptionsmittel und das innovative Radialturm-Verfahrensdesign gewährleisten eine größere Sauerstoffkapazität, optimale Leistung und Energieeffizienz. In den letzten 25 Jahren haben wir weltweit erfolgreich über 400 Sauerstoffanlagenprojekte realisiert, darunter das weltweit größte VPSA-O2-Systemprojekt (146.000 Nm3/h) und die größte VPSA-O2-Anlage in China (87.500 Nm3/h).
PKU Pioneer hat VPSA/PSA-Systeme in über 20 Länder und Regionen exportiert und bedient mit nachgewiesener Expertise über 30 Branchen. Unser CE-zertifizierter, containerisierter SPOX VPSA-O2-Generator wurde nach Italien exportiert und PSA-CO-Anlage wird in den USA errichtet. Mit den meisten VPSA- und PSA-Referenzen weltweit wird PKU Pioneer weiterhin die Branche anführen, um effiziente, nachhaltige und maßgeschneiderte Sauerstofflösungen für die individuellen Bedürfnisse weiterer Kunden bereitzustellen.
Über den Autor
PKU Pioneer, gegründet 1999, ist spezialisiert auf VPSA- und PSA-Gastrenntechnologien, Adsorptionsmittel, Katalysatoren und integrierte Ingenieurlösungen. Gestützt auf starke F&E-Kapazitäten und umfangreiche Erfahrung mit Industrieprojekten bedient das Unternehmen globale Kunden in der Stahl-, Chemie-, Energie-, Umweltschutz- und verwandten Branchen.
Teilen

Verwandte Nachrichten
-

Durchbruch! PKU Pioneers erste VPSA-Sauerstoffanlage landet in Vietnam
Im März 2026 schloss PKU Pioneer eine Kooperation mit seinem ersten vietnamesischen Kunden für ein VPSA-Sauerstoffsystem mit einer Kapazität von 10.000 Nm³/h ab. Dank über 25 Jahren Erfahrung und mehr als 100 Kunden aus der Stahlindustrie weltweit gewährleistet das Unternehmen eine schnelle Implementierung, einen Stromverbrauch von unter 0,3 kWh/Nm³ und jährliche Einsparungen von 1,5 Millionen US-Dollar. -
Verfahrensablauf und technische Prinzipien der PKU Pioneer 25,000 Nm3/h Sauerstofferzeugungsanlage
Ⅰ. Gerätebeschreibung Grundprinzip der Druckwechseladsorption (PSA) Sauerstofferzeugung: Die Rohluft wird durch den Gebläseeinlassfilter gefiltert, um Verunreinigungen zu entfernen, bevor sie in das Gebläse gelangt. Nach der Verdichtung durch das Gebläse gelangt sie über Rohrleitungen und pneumatische Umschaltventile in das Adsorptionsmittelbett. Feuchtigkeit und Kohlendioxid in der Rohluft werden adsorbiert… -

Wo beginnt man mit der effektivsten Leistungsoptimierung von PSA-Sauerstoffanlagen?
Die chinesische Druckwechseladsorptions (PSA)-Sauerstofferzeugungstechnologie entstand in den 1970er Jahren. Nach jahrzehntelanger Entwicklung wurde die Technologie kontinuierlich verbessert, und hocheffiziente lithiumbasierte Molekularsiebe zur Sauerstofferzeugung wurden industrialisiert und breit angewendet. Neueste Forschungen in diesem Bereich zeigen, dass die Optimierung der Adsorptionsmittelherstellung, die Verbesserung des Adsorptionsturmdesigns und die Verfeinerung des Verfahrensablaufs…