
Anwendung der VPSA-Sauerstofferzeugungstechnologie beim Vorwärmen von Pfannen
Im Jahr 2020 betrug die chinesische Produktion von Rohstahl, Roheisen und Stahl 1.053 Millionen Tonnen, 887,52 Millionen Tonnen bzw. 1.324,89 Millionen Tonnen, was einem Anstieg von 5,2 %, 4,3 % bzw. 7,7 % gegenüber dem Vorjahr entspricht. Die Rohstahlproduktion machte 58 % der weltweiten Gesamtproduktion aus. Von 2011 bis 2020 stiegen die chinesischen Fertigungsindustrien und die Rohstahlproduktion jährlich um durchschnittlich 7,9 % bzw. 5,1 %, was die qualitativ hochwertige Entwicklung der chinesischen Wirtschaft unterstützte. Obwohl der gesamte Energieverbrauch pro Tonne Stahl in China von 920 kgce/t im Jahr 2000 auf 567 kgce/t im Jahr 2017 sank, macht der Energieverbrauch der Stahlindustrie immer noch 20-25 % des gesamten industriellen Sektors und 15 % des nationalen Gesamtwerts aus. Die Kohlenstoffemissionen der chinesischen Stahlindustrie machen 15 % der Gesamtemissionen aus, was sie zum größten Kohlenstoffemittenten unter den 31 Kategorien der Fertigungsindustrien macht.
Da globale Umwelt- und Klimaprobleme in den letzten Jahren immer deutlicher zutage treten, werden weltweit Stahl- und Metallurgieunternehmen vor ernsthafte Herausforderungen in Bezug auf energiesparende und umweltfreundliche Produktion gestellt. Viele Unternehmen in China erforschen im Kontext des „Doppelten Kohlenstoffziels" der „Kohlenstoffspitze und Kohlenstoffneutralität" neue energiesparende und umweltfreundliche Produktionsmaßnahmen. Eine große Anzahl theoretischer Studien und industrieller Tests wurden zur sauerstoffangereicherten und Sauerstoff-Brennstoff-Verbrennung durchgeführt, was die Frage nach den Quellen und der Wirtschaftlichkeit von Sauerstoff für Unternehmen aufwirft. sauerstoffangereicherte und oxyfuel-Verbrennung, was die Frage nach den Quellen und der Wirtschaftlichkeit von Sauerstoff für Unternehmen aufwirft.
1. VPSA-Sauerstofferzeugungstechnologie
1.1 Prozessbeschreibung
VPSA ist ein Sauerstofferzeugungsprozess durch Druckadsorption und Vakuumdesorption. Abhängig von der Adsorptionsfähigkeit des Sauerstoffmolekularsiebs für verschiedene Gase in der Luft wird N2 in der Luft durch Druckbeaufschlagung adsorbiert, um O2 zu erzeugen. Das Adsorptionsmittel wird nach der Vakuumdesorption von N2 regeneriert, wodurch eine stabile Sauerstoffversorgung realisiert wird. Wenn die Druckluft durch das Adsorptionsmittel (Zeolith-Molekularsieb) strömt, wird eine große Menge N2 eingefangen und adsorbiert, während Sauerstoffmoleküle von Stickstoffmolekülen getrennt werden. Wenn der Druck abfällt, wird das vom Zeolith-Molekularsieb adsorbierte N2 freigesetzt, um das Molekularsieb zu regenerieren. Im praktischen Betrieb, da die Adsorptionskapazität des Adsorptionsmittels für Ar und O2 grundsätzlich gleich ist, liegt die Reinheit des mit dem VPSA-Verfahren gewonnenen O2 unter 95%, da Ar und N2 nicht vollständig adsorbiert werden.
1.2 Technischer Ablauf
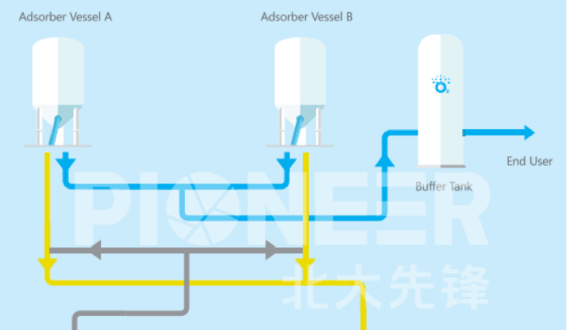
Vakuum-Druckwechsel-Adsorption (VPSA) besteht aus einem Gebläse, einer Vakuumpumpe, Umschaltventilen, Adsorptionstürmen und Puffertanks. Druckluft von einem Roots-Gebläse wird nach Entfernung von Staubpartikeln durch Filter im Einlassbereich in den Adsorptionsbehälter geleitet. Die Adsorber sind mit Adsorptionsmittel beladen. H2O, CO2 und eine kleine Menge anderer Gaskomponenten werden zunächst adsorbiert, und N2 wird vom Sauerstoffmolekularsieb adsorbiert, während O2 (einschließlich Ar) als nicht adsorbierte Komponente aus dem Auslass am Boden der Adsorber in die Pufferbehälter als Produktgas strömt.
Wenn das Adsorptionsmittel vollständig mit N2 gesättigt ist, aktivieren die Umschaltventile die Vakuumpumpe, um den Adsorber (in entgegengesetzter Richtung zur Adsorption) zu evakuieren, und die adsorbierten H2O-, CO2-, N2- und anderen Gase werden an die Atmosphäre abgegeben, um das Adsorptionsmittel zu regenerieren.
Zusammenfassend wird die Luft unter Druck durch die Filter vor dem Gebläse zu den radialen Adsorptionsbehältern geleitet, und die beiden radialen Adsorber arbeiten abwechselnd, um den Adsorptions- und Desorptionszyklus zu durchlaufen. Das erzeugte O2 gelangt in die Puffertanks, um den Druck zu stabilisieren, wodurch eine stabile Niederdruck-O2-Außenversorgung entsteht.
1.3 Technische Vorteile
Die breite Anwendung der VPSA-Sauerstofferzeugung in der metallurgischen Industrie profitiert von ihren einzigartigen technischen und wirtschaftlichen Vorteilen gegenüber dem kryogenen Luftzerlegungsverfahren.
(1) Einfacher und stabiler Prozess, weniger Zusatz- und bewegliche Geräte, niedrigere Betriebs- und Wartungskosten.
(2) Unabhängig integrierte Gesamtanlage, flexible Betriebs- und Produktionsweise, 50~100% Lastregelung zur Anpassung an Produktionsschwankungen, schnelles An- und Abfahren von nicht mehr als 30 min.
(3) Kleinere Stellfläche, geringere Investitionen. Durchflussraten von 2.000-15.000 Nm3/h können die Anforderungen verschiedener Prozesse besser erfüllen. In den Industriesektoren Chinas wurden bereits großtechnische VPSA-Sauerstoffanlagen von 20.000 Nm3/h bis 50.000 Nm3/h häufig eingesetzt.
(4) Niederdruck-O2 passt besser zum Niederdruck-Sauerstoffbedarf für die Verbrennung in den meisten metallurgischen Betrieben und spart gleichzeitig den Energieverbrauch von Kompressoren für Hochdruck-O2.
(5) Niedrigere Sauerstoffproduktionskosten. Durch sauerstoffangereicherte oder oxyfuel-Verbrennungstechnologien kann Erdgas eingespart werden, um die Produktionskosten des Unternehmens effektiv zu senken. Die Kosten von etwa 0,2~0,3 ¥/Nm3 sind weit niedriger als die der traditionellen kryogenen Luftzerlegung mit 0,5 ¥/Nm3.
2. Anwendungsbeispiel
Ein Stahlunternehmen in China hat seine 3 Pfannenheizsysteme (120 t) umgerüstet. Die bisherige erdgasbetriebene Verbrennung mit Luft wurde auf oxyfuel-Verbrennung umgestellt, d.h. das Erdgas wird mit 91% Sauerstoff aus einer VPSA-Sauerstoffanlage unterstützt. Die Sauerstoffkapazität des VPSA-Sauerstofferzeugungssystems beträgt 800 Nm3/h mit einer Reinheit von ≥91%, unter Berücksichtigung der gleichzeitigen Nutzung von 3 Pfannenheizern und der verfügbaren Rest-O2-Zufuhr im Stahlwerk.
3. Wichtigste Umbauten
(1) Umbau des Brenners und des Verbrennungssystems
Der Brenner verwendet Hochgeschwindigkeits-Erdgas- und Sauerstoffdüsen. Es wird eine gestufte Sauerstoffzufuhr eingesetzt, einschließlich einer zentralen Erdgasdüse, einer zentralen Primärsauerstoffzufuhr und einer exzentrischen Sekundärsauerstoffzufuhr. Der Brenner ist integriert montiert mit einer Heizleistung von 2 MW, einer Nenndurchflussrate von Erdgas von 200 Nm3/h und einem Heizwert von 33.440 kJ/Nm3.
Das ursprüngliche Verbrennungssystem wurde umgebaut, indem das ursprüngliche Gebläse und Rohrleitungssystem entfernt wurden, um ein neues Satz von Sauerstoffversorgungs-Regelventilen mit Durchflussregelventilen und Notabsperrventilen zu installieren, um die Sicherheit der Sauerstoffversorgung zu gewährleisten.
(2) Automatisierungssteuerungs-Upgrades
Das ursprüngliche Steuerungssystem wird aufgerüstet, um die Notfallwarnung, automatische Abschaltung oder Beheizung basierend auf der Steuerung des Erdgas- und Sauerstoff-Volumenverhältnisses zu realisieren.
(3) Sonstige Änderungen
Durch Änderung der Größe und der Lastanforderungen des Brenners wurden die Struktur der Pfannenabdeckung, die Winden-Hubvorrichtung, das feuerfeste Material in der Pfannenabdeckung und die Dreharme entsprechend umgebaut.
4. Wirkungsanalyse
4.1 Energieeinsparung und Emissionsreduzierung
Der durchschnittliche Erdgasverbrauch einer 120-t-Pfanne vor der Umstellung beträgt 227 Nm3/h. Nach der Umstellung sank er auf 131,6 Nm3/h, was einer Einsparung von durchschnittlich 95,4 Nm3/h (42%) entspricht, und 315,84 Nm3/h O2-Verbrauch wurde gleichzeitig eingespart. Unter Berücksichtigung einer jährlichen Nutzungsdauer von 6.000 h pro Pfannenbeheizungsanlage können 572.400 Nm3 Erdgas pro Jahr eingespart werden. Unter Annahme eines Heizwerts von 33.440 kJ/m³ für Erdgas3kann der Nutzer 654,1 t SKE/a einsparen und 21.124,4 t/a CO2-Emissionen reduzieren, d.h., 0,3 Nm³3 Erdgas können pro 1 Nm³3 in den Pfannenheizer eingeleitetem O2 eingespart werden, und 1,96 kg CO2-Emissionen können reduziert werden.
4.2 Wirtschaftliche Vorteile
Bei Lieferung über Pipelines beträgt der durchschnittliche Preis für Erdgas ¥3,5/Nm³3 für das ganze Jahr, während der durch die VPSA-O2-Anlage gelieferte Sauerstoff nur ¥0,4/Nm³3 kostet, unter Berücksichtigung von Betriebs-, Wartungs- und Personalkosten im Vergleich. Der durch die VPSA-Technologie erzeugte Sauerstoff beträgt ≥91 %. Zur vollständigen Verbrennung von Erdgas wird der Sauerstoffgehalt auf etwa 3 % geregelt und das Verhältnis von Sauerstoff zu Erdgas bei 2,4 gehalten. Daher beträgt der durchschnittliche O2-Verbrauch nach der Umstellung 131,6 m³/h × 2,4 = 315,84 m³3/h3/h.
Ohne Berücksichtigung anderer Faktoren betragen die Sauerstoffkosten eines Heizers = 315,84 × 6.000 × 0,4 = ¥758.016/a, das eingesparte Erdgas = 95,4 × 6.000 × 3,5 = ¥2.003.400/a, und der direkte wirtschaftliche Nutzen eines Heizers nach der Umstellung = eingesparte Erdgaskosten - Sauerstoffkosten = ¥1.245.000/a.
5. Fazit
(1) Die VPSA-Sauerstoffproduktion bietet gegenüber dem kryogenen Verfahren einzigartige technische Vorteile und ist besser an die Anforderungen eines niedrigen Sauerstoffverbrauchs mit variablen Lasten in der metallurgischen Industrie anpassbar. Sie trägt zur Senkung der Kosten und Risiken von Investitionen, Bauland, Betrieb und Wartung usw. bei und hilft den Nutzern, den bestehenden Produktionsprozess zu optimieren und zu modernisieren.
(2) Bei Gesamtkosten der VPSA-Sauerstoffproduktion von etwa ¥0,4/Nm³3spart 1 Nm³3 Sauerstoff bei Anwendung der oxyfuel-Verbrennung 0,3 Nm³3 Erdgas ein und reduziert etwa 1,96 kg CO2-Emissionen. Insgesamt können jährliche Produktionskosten von etwa ¥1.245.000 eingespart werden, was zu erheblichen wirtschaftlichen und ökologischen Vorteilen führt.
(3) Derzeit beträgt das Luft-zu-Gas-Verhältnis im Heizer 2,4 und der Rest-Sauerstoffgehalt im Rauchgas wird mit etwa 3 % gemessen. Angesichts der Verbrennungsrate und der Flammenausbreitungsgeschwindigkeit der sauerstoffangereicherten Verbrennung besteht noch Potenzial zur weiteren Optimierung des Sauerstoff-zu-Brennstoff-Verhältnisses.
(4) Der Artikel analysiert die Koppelproduktion von VPSA-Sauerstoffanlagen und Pfannenheizsystemen. Die VPSA-Sauerstofferzeugungstechnologie wird auch in anderen Prozessen wie der sauerstoffangereicherten Verbrennung in Hochöfen und der Elektrostahlerzeugung weit verbreitet eingesetzt. Sie ist für die Steigerung von Effizienz und Gewinn der Nutzer von Interesse.
Über den Autor
PKU Pioneer, gegründet 1999, ist spezialisiert auf VPSA- und PSA-Gastrenntechnologien, Adsorptionsmittel, Katalysatoren und integrierte Ingenieurlösungen. Gestützt auf starke F&E-Kapazitäten und umfangreiche Erfahrung mit Industrieprojekten bedient das Unternehmen globale Kunden in der Stahl-, Chemie-, Energie-, Umweltschutz- und verwandten Branchen.
Teilen

Verwandte Nachrichten
-

Durchbruch! PKU Pioneers erste VPSA-Sauerstoffanlage landet in Vietnam
Im März 2026 schloss PKU Pioneer eine Kooperation mit seinem ersten vietnamesischen Kunden für ein VPSA-Sauerstoffsystem mit einer Kapazität von 10.000 Nm³/h ab. Dank über 25 Jahren Erfahrung und mehr als 100 Kunden aus der Stahlindustrie weltweit gewährleistet das Unternehmen eine schnelle Implementierung, einen Stromverbrauch von unter 0,3 kWh/Nm³ und jährliche Einsparungen von 1,5 Millionen US-Dollar. -
Verfahrensablauf und technische Prinzipien der PKU Pioneer 25,000 Nm3/h Sauerstofferzeugungsanlage
Ⅰ. Gerätebeschreibung Grundprinzip der Druckwechseladsorption (PSA) Sauerstofferzeugung: Die Rohluft wird durch den Gebläseeinlassfilter gefiltert, um Verunreinigungen zu entfernen, bevor sie in das Gebläse gelangt. Nach der Verdichtung durch das Gebläse gelangt sie über Rohrleitungen und pneumatische Umschaltventile in das Adsorptionsmittelbett. Feuchtigkeit und Kohlendioxid in der Rohluft werden adsorbiert… -

Wo beginnt man mit der effektivsten Leistungsoptimierung von PSA-Sauerstoffanlagen?
Die chinesische Druckwechseladsorptions (PSA)-Sauerstofferzeugungstechnologie entstand in den 1970er Jahren. Nach jahrzehntelanger Entwicklung wurde die Technologie kontinuierlich verbessert, und hocheffiziente lithiumbasierte Molekularsiebe zur Sauerstofferzeugung wurden industrialisiert und breit angewendet. Neueste Forschungen in diesem Bereich zeigen, dass die Optimierung der Adsorptionsmittelherstellung, die Verbesserung des Adsorptionsturmdesigns und die Verfeinerung des Verfahrensablaufs…